PET注塑工藝
PET塑料注塑成型工藝是塑料加工中非常重要的技術(shù)工藝之一�����,對于PET塑料瓶而言��,大多數(shù)情況下塑料包裝廠都會采用吹塑成型的方式制作加工�,但注塑成型工藝尤其特有的加工優(yōu)勢��,對于PET注塑成型來說,技術(shù)人員需要考慮很多方面因素����。
PET塑料簡介:
PET化學名為聚對苯二甲酸乙醇酯,又稱聚酯�。目前在客戶中使用最多的是GF-PET,主要是打瓶胚����。
PET在熔融狀態(tài)下的流變性較好,壓力對粘度的影響比溫度要大�,因此,主要從壓力著手來改變?nèi)垠w的流動性�。
PET特性:
PET的玻璃化轉(zhuǎn)化溫度在165℃左右,材料結(jié)晶溫度范圍是120~220℃���。PET在高溫下有很強的吸濕性����。對于玻璃纖維增強型的PET材料來說�,在高溫下還非常容易發(fā)生彎曲形變。
可以通過添加結(jié)晶增強劑來提高材料的結(jié)晶程度�。用PET加工的透明制品具有光澤度和熱扭曲溫度?���?梢韵騊ET中添加云母等特殊添加劑使彎曲變形減小到最小��。如果使用較低的模具溫度���,那么使用非填充的PET材料也可獲得透明制品。
注射成型工藝:
注射成型法主要用于增強PET的成型�����。通常采用螺桿式注射機����。螺桿一般均需進行硬化處理,以免在長期使用后發(fā)生磨耗��。注射機噴嘴孔的長度應(yīng)盡可能短,其直徑應(yīng)控制在3mm左右��。
增強PET的熔點高達260℃��,為防止噴嘴堵塞���,應(yīng)安裝功率較大的加熱器����。另外��,噴嘴孔的尖端最好加工成如圖-1所示的逆錐式���,使流道和噴嘴內(nèi)的熔融物料能夠方便地切斷����。
注塑機:
注塑成型主要用于增強PET的成型���。PET一般情況下只能選用螺桿式注塑機成型����。
最好選用頂部帶有止逆環(huán)的突變型螺桿��,其表面硬度大而且耐磨損�����,長徑比未L/D=(15~20):1壓縮比約為3:1�。
L/D太大物料在料筒內(nèi)停留時間過長,過度受熱容易引起降解�����,影響制品性能。壓縮比太小剪切生熱少�����,易塑化不良���,制品性能差��。反之會使玻璃纖維較多的斷裂�,力學性能下降���。加工玻璃纖維增強PET時��,料筒內(nèi)壁磨損較厲害�,料筒使用耐磨材料制造或者襯有耐磨材料�。
噴咀以短為好,內(nèi)壁要求磨光�,孔徑要求盡可能大些。以液壓制動閥門式噴咀為好�。噴咀要有保溫和控制溫度的措施來保證噴咀不會凍結(jié)堵塞。但是噴咀溫度不可太高�����,否則造成流涎。開始成型前必須使用低壓PP料�,把料筒清洗干凈。
PET的主要注塑成型條件:
1����、料筒溫度�。PET的成型溫度范圍窄,溫度的高低會直接影響制品的性能����。若溫度過低,則塑化不好���,使塑件出現(xiàn)凹陷�����、缺料等缺陷����;反之�,溫度過高,會造成溢邊�����,噴嘴流涎,色澤變深�����,機械強度下降���,甚至引起降解��。通常����,料筒溫度控制在240~280℃�����,玻纖增強PET的料筒溫度為250~290℃�,不得超過300℃,噴嘴溫度一般比料筒溫度低10~20℃.
2、模具溫度�。模溫直接影響熔料的冷卻速度和結(jié)晶度,結(jié)晶度不同��、則塑件性能不同。通常�����,模具溫度控制在100~140℃�,當成型薄壁塑件時,可取小值���;成型厚壁塑件時���,可取大值��。
3��、注射壓力��。PET熔體的流動性好��,易于成型��,通常采用中等壓力�,壓力為80~140MPa,玻纖增強PET的注射壓力為90~150MPa�����。注射壓力的確定, 應(yīng)考慮PET的粘度���、填料的種類和數(shù)量����,澆口的位置及大小��,塑件的形狀和尺寸���、模溫�、注塑機類型等����。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...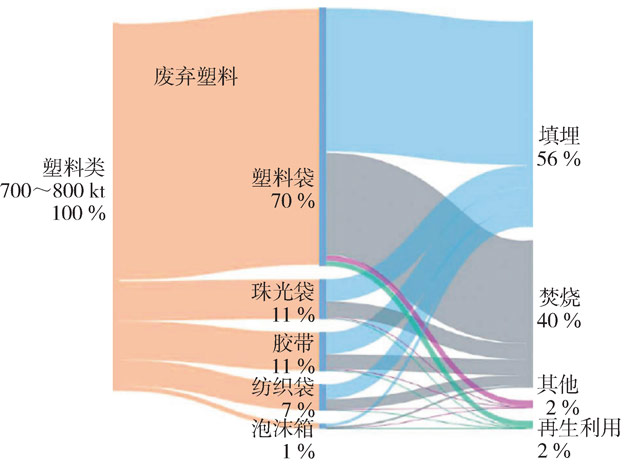 塑料包裝材料的減...
塑料包裝材料的減...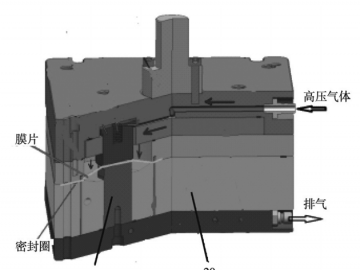 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...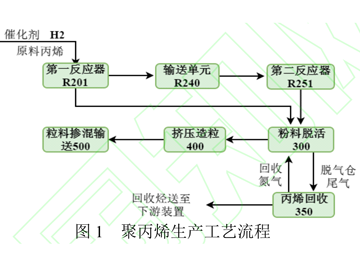 高性能注塑聚丙烯...
高性能注塑聚丙烯...





