設(shè)定速度分段的依據(jù)必須考慮到模具的幾何形狀�、其它流動限制和不穩(wěn)定因素。速度的設(shè)定必須對注塑工藝和材料知識有較清楚的認(rèn)識����,否則����,制品品質(zhì)將難以控制�。因為熔體流速難以直接測量,可以通過測量螺桿前進(jìn)速度,或型腔壓力間接推算出(確定止逆閥沒有泄漏)���。
建議采用以下這種速度分段原則:
1)流體表面的速度應(yīng)該是常數(shù)��。
2)應(yīng)采用快速射膠防止射膠過程中熔體凍結(jié)����。
3)射膠速度設(shè)置應(yīng)考慮到在臨界區(qū)域(如流道)快速充填的同時在入水口位減慢速度�。
4)射膠速度應(yīng)該保證模腔填滿后立即停止以防止出現(xiàn)過填充、飛邊及殘余應(yīng)力���。
材料特性是非常重要的�,因為聚合物可能由于應(yīng)力不同而降解�����,增加模塑溫度可能導(dǎo)致劇烈氧化和化學(xué)結(jié)構(gòu)的降解��,但同時由剪切引起的降解變小�,因為高溫降低了材料的粘度,減少了剪切應(yīng)力��。無疑�����,多段射膠速度對成型諸如PC��、POM���、UPVC等對熱敏感的材料及它們的調(diào)配料很有幫助�。
模具的幾何形狀也是決定因素:薄壁處需要最大的注射速度��;厚壁零件需要慢—快—慢型速度曲線以避免出現(xiàn)缺陷�;為了保證零件質(zhì)量符合標(biāo)準(zhǔn),注塑速度設(shè)置應(yīng)保證熔體前鋒流速不變��。熔體流動速度是非常重要的��,因為它會影響零件中的分子排列方向及表面狀態(tài)�。
當(dāng)熔體前方到達(dá)交叉區(qū)域結(jié)構(gòu)時,應(yīng)該減速�;對于輻射狀擴散的復(fù)雜模具,應(yīng)保證熔體通過量均衡地增加;長流道必須快速填充以減少熔體前鋒的冷卻���,但注射高粘度的材料,如PC是例外情況�����,因為太快的速度會將冷料通過入水口帶入型腔��。
調(diào)整注塑速度可以幫助消除由于在入水口位出現(xiàn)的流動放慢而引起的缺陷�����。當(dāng)熔體經(jīng)過射嘴和流道到達(dá)入水口時����,熔體前鋒的表面可能已經(jīng)冷卻凝固����,或者由于流道突然變窄而造成熔體的停滯,直到建立起足夠的壓力推動熔體穿過入水口���,這就會使通過入水口的壓力出現(xiàn)����。
























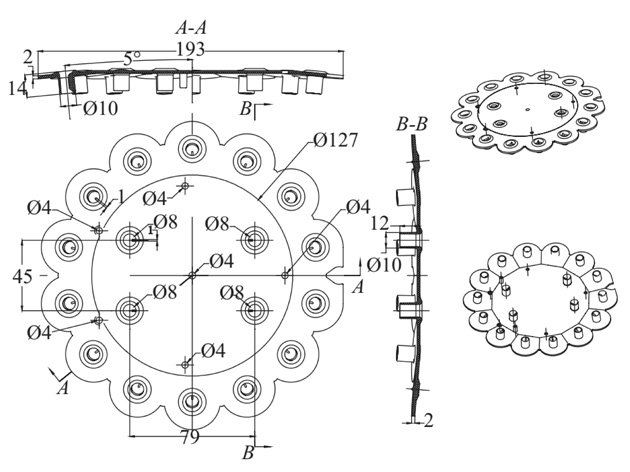 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...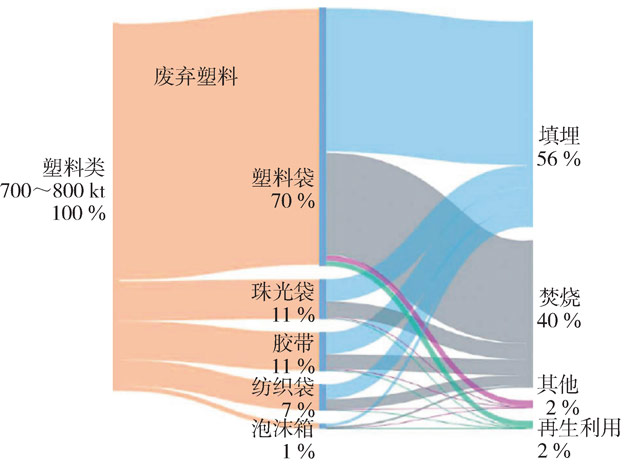 塑料包裝材料的減...
塑料包裝材料的減...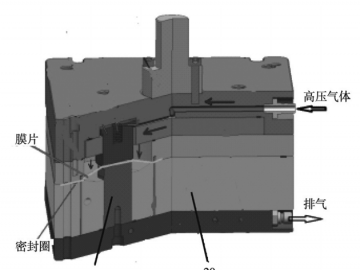 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...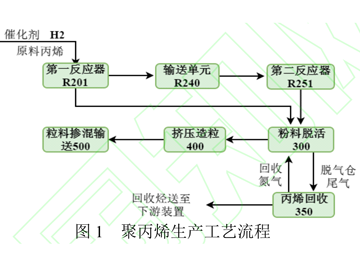 高性能注塑聚丙烯...
高性能注塑聚丙烯...





