注塑模具冷卻水泄漏是經(jīng)常發(fā)生的���,原因很多����,主要有以下幾個方面:
①最多的發(fā)生在模具冷卻水管的接頭處���,如發(fā)現(xiàn)漏水��,應(yīng)在管接頭的螺紋上纏繞密封帶���,然后擰緊。
②由于長期成型的條件下�����,模具內(nèi)的防水圈會破損���,在O形防水橡膠圈容易硬化和開裂��,導(dǎo)致漏水����。有的防水圈安裝不良也會引起密封失效���。一般需定期檢查密封圈的安裝位置和密封性能����。
③冷卻水孔的孔壁破損��。試用新的模具時經(jīng)常會發(fā)生這種情況���,設(shè)計的壁厚是足夠的����,但由于加工誤差或后加工造成孔壁穿破�����。多數(shù)情況下,漏水的水孔不能再使用�。
④冷卻水孔的檢修。冷卻水孔內(nèi)很容易結(jié)水垢���,阻礙傳熱��,嚴(yán)重時使水路不通��,需要定期檢修�。對于直線水孔�,可插入比冷卻水孔直徑小0.5mm的鋼棍,用錘子敲擊��,去除水垢和鐵銹��。對于埋入模具內(nèi)的冷卻水管�,應(yīng)分解模具,去除鐵銹����。
檢修之后應(yīng)進(jìn)行漏水試驗(yàn),采用手壓泵向水孔內(nèi)充水���,在2MPa壓力下保持5min��,通過觀察水壓是否降低來判斷水孔是否漏水����。漏水處可使用橡膠�、軟木等彈性材料以機(jī)械緊固的方法堵塞,還可試用常溫固化型硅膠作為封堵材料�����。
⑤定期檢修加熱管和減壓泵與利用���。加熱管是有效的傳熱元件��,對細(xì)深結(jié)構(gòu)的型芯冷卻非常有效����。在冷卻水易通過的部位��,設(shè)置單向加熱管可減少漏水�。此外,采用減壓泵吸冷卻水���,也是防止冷卻水泄漏的方法��。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...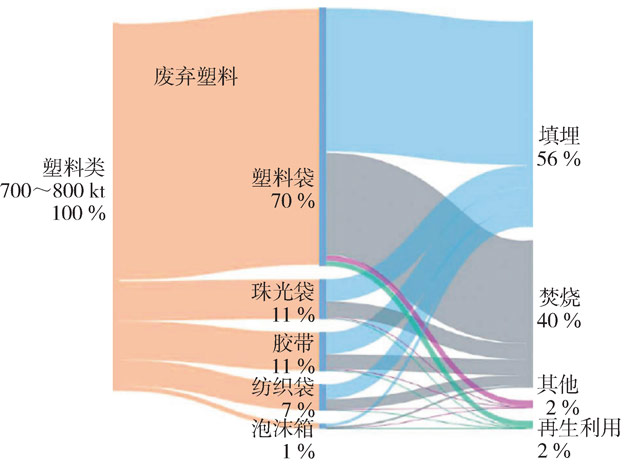 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...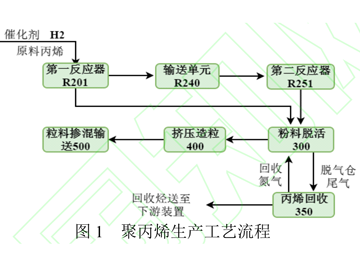 高性能注塑聚丙烯...
高性能注塑聚丙烯...





