塑件翹曲的原因在于不均勻的收縮�����,如果在模具設(shè)計(jì)階段不考慮填充過(guò)程中收縮的影響�����,則制品的集合形狀會(huì)與設(shè)計(jì)的要求相差很大��,嚴(yán)重的變形會(huì)導(dǎo)致制品的報(bào)廢��。
在注塑成型過(guò)程中,熔融料在注塑充模階段���,由于聚合物分子沿流動(dòng)方向的排列使塑料在流動(dòng)方向上的收縮率比垂直方向的收縮率大��,而使注塑件產(chǎn)生翹曲變形��。
除填充階段會(huì)引起制品的變形外�,模具上下壁面的溫度差也將引起制品上下表面收縮的差異���,從而產(chǎn)生翹曲變形�����。對(duì)翹曲分析��,收縮本身并不重要���,重要的是收縮的差異。
貼近冷模腔面的熔體很快冷卻下來(lái)��,而貼近熱模腔面的料層則會(huì)繼續(xù)收縮��,收縮的不均勻?qū)⑹顾芗N曲����。
一般均勻收縮只引起塑料件體積上的變化����,只有不均勻收縮才會(huì)引起翹曲變形��。結(jié)晶型塑料在流動(dòng)方向與垂直方向上的收縮率之差較非結(jié)晶型塑料大�,而且其收縮率也較非結(jié)晶型塑料大��,結(jié)晶型塑料大的收縮率與其收縮的異向性疊加后導(dǎo)致結(jié)晶型塑料件翹曲變形的傾向較非結(jié)晶型塑料大得多�。(文章來(lái)源于網(wǎng)絡(luò))
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...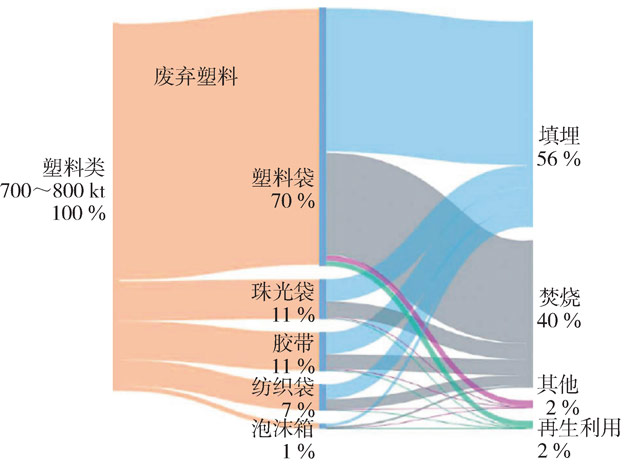 塑料包裝材料的減...
塑料包裝材料的減...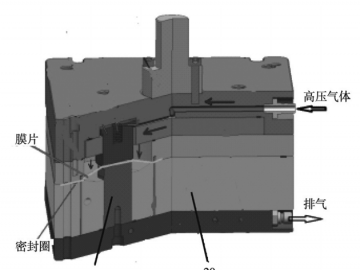 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I...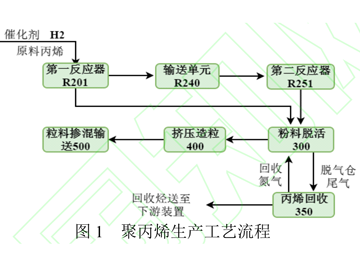 高性能注塑聚丙烯...
高性能注塑聚丙烯...













