王葉����,劉義
(國能新疆化工有限公司,烏魯木齊831404)
摘要:采用不同注塑成型方式對聚丙烯透明料霧度測試試樣進行了制備��,針對聚丙烯透明料霧度有影響的關鍵因素注塑壓力�、注塑速度、熔體溫度���、保壓壓力等進行了實驗探究�����,確定了霧度試樣制備最佳工藝參數(shù)為:注塑壓力55.52MPa�、注射速率40mm/s����、熔體溫度200℃、模具溫度40℃�����、保壓壓力48.58MPa���。
關鍵詞:聚丙烯透明料;注塑�;工藝參數(shù)����;霧度
前言
聚丙烯屬于部分結晶樹脂���,在通常的加工條件下由于其結晶性使得制品的透明性和光澤性較差�����,外觀缺少美感�����,因而其在許多應用領域具有一定局限性�。而聚丙烯經(jīng)過增透改性后會大大提高透明性和光澤度�,不僅可以保持其原有的優(yōu)異性能,更兼具如聚碳酸酯(PC)���、聚苯乙烯(PS)��、聚對苯二甲酸乙二醇酯(PET)等透明材料的特性���,因而廣泛應用于對透明性要求高的醫(yī)用注射器、食品容器、文具����、薄膜、盒��、瓶�����、杯��、家用儲藏罐�、包裝等[1-3]。
注塑級透明聚丙烯因其具有優(yōu)異的透明度�����、光澤度和耐熱性�����,同時具備良好的加工性����,在國內外得到迅速的發(fā)展。目前隨著國內消費升級,透明聚丙烯下游加工企業(yè)對原材料的需求日益多樣化���。為進一步提升產品質量和品質滿足人民日益增長的美好生活需要,加工企業(yè)對聚丙烯產品的應用定位要求也越來越高�。生產品質優(yōu)良的注塑級透明聚丙烯成為原料生產企業(yè)爭先研發(fā)的重點。
聚丙烯制品透明性的優(yōu)劣除受樹脂本身分子結構及透明成核劑的影響外�����,還受注塑成型工藝條件的影響���。經(jīng)研究發(fā)現(xiàn)�,采用不同的注塑工藝參數(shù)制備的測試試樣����,其霧度測試結果有明顯的差異。因此����,研究并優(yōu)化霧度試樣的制備工藝參數(shù)對聚丙烯透明料霧度測試具有重要意義。
1實驗部分
1.1主要原料
聚丙烯無規(guī)透明專用料��,K4826���,新疆某公司生產��。
1.2實驗設備及儀器
注塑成型機���,victory200�,奧地利恩格爾公司�����;
霧度測試儀�,EEL570,英國DIFFUSION公司�;厚度規(guī),C112XBS����,日本Mitutoyo公司;
X射線衍射儀(XRD)���,D8Advance���,德國Bruker公司;
偏光顯微鏡(PLM)�,BX-53�,日本Olympus公司���。
1.3樣品制備
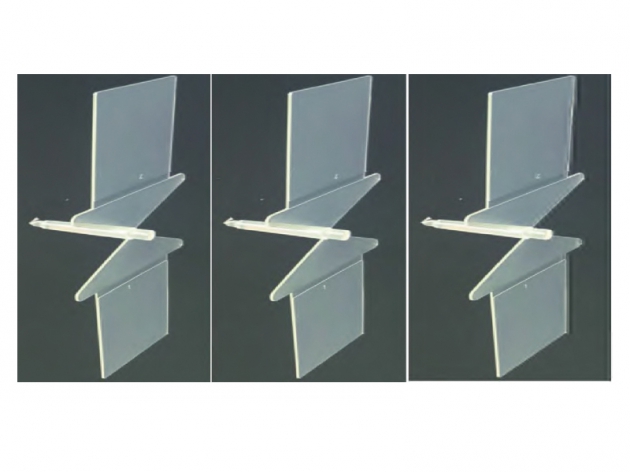
按照GB/T2546.2—2022《塑料聚丙烯(PP)模塑和擠出材料第2部分:試樣制備和性能測定》[4]和GB/T17037.3—2003《塑料熱塑性塑料材料注塑試樣的制備第3部分小方試片》[5]的要求制備D1型試試樣�,尺寸為60mm×60mm×1mm����。試樣制備前利用待制備專用料對注塑機進行充分置換�,置換合格后舍棄前10個樣條,然后收集符合標準要求的試樣����。試樣要求無毛邊、氣泡�����、波浪紋����、熔接線等,注塑樣片實物圖見圖1�。
1.4霧度測試方法
試樣測試前利用霧度值為0.9%、4.5%���、9.1%�����、15.5%���、24.8%標準板對儀器進行標定�,儀器標定合格后����,依據(jù)GB/T2410—2008《透明塑料透光率和霧度的測定》[6]對待測試樣進行霧度測試。
1.5性能測試與結構表征
XRD測試:電壓40kV��,電流40mA��,Cu靶kal�,波長1.5408埃,步長0.02度���,每步停留時間0.4s��。
偏光顯微鏡測試:采用反射模式����,50倍放大倍率,拍攝結晶形態(tài)照片��。
2結果與討論
2.1熔體溫度對試樣霧度的影響
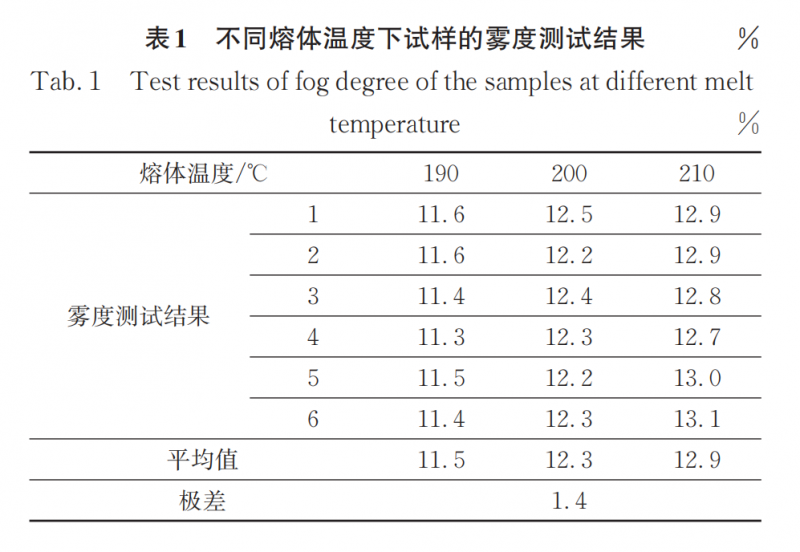
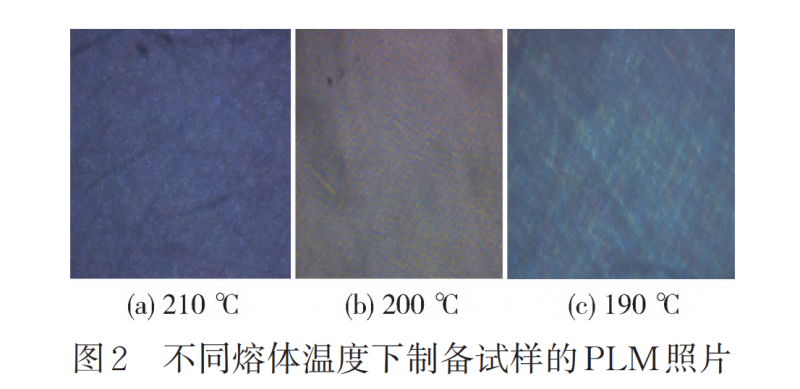
由表1的測試結果可知���,熔體溫度對試樣霧度測試結果有一定的影響���。在其他注塑條件都一致的前提下,隨著熔體溫度的升高�,透明聚丙烯制品的霧度隨之增大,透明度也隨之變差��。其原因在于當熔體充模流動時�,靠近模具壁的熔體冷卻速度較內層熔體冷卻更快�����。隨著熔體溫度的升高�,熔體黏度減小,剪切作用減弱���,取向結晶減小��,表層厚度減小���。同時內層熔體厚度增加�����,冷卻到模溫的過程需要的時間更長����,冷卻時在結晶溫度附近停留的時間會更長��,使得分子鏈有足夠的時間重新排列從而進入晶格�����,排列也更加規(guī)整���,結晶也更為充分��,生成的球晶尺寸也更大�����,210�、200����、190℃下制備的試樣片在偏光顯微鏡下的測試結果(見圖2)表明溫度越高球晶尺寸越大�����,制品結晶度增加���,霧度增大。因透明聚丙烯往往加入了透明成核劑以增加其透明性�,透明成核劑種類不同其熔點差異也很大,在較低的熔體溫度下成核劑未發(fā)生熔融�����,會導致其分散不好��,從導致制品的霧度增加[7-8]�����,隨著熔體溫度的增加���,成核劑的分散變得更好,球晶更小更分散����,制品霧度隨之減小���,透明度增加。綜合考量下選用200℃作為最佳熔體溫度��。
2.2注射壓力對試樣霧度的影響
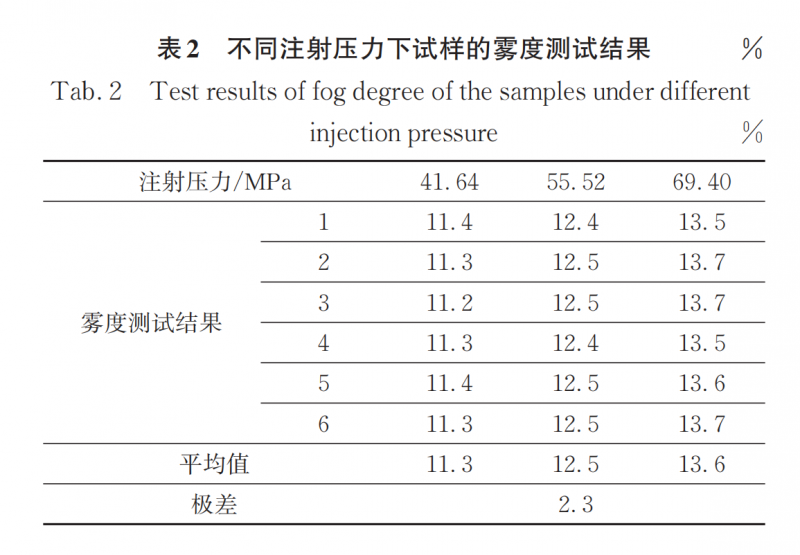
在注射速度不變的情況下����,注射壓力通常通過改變塑化行程和切換點來控制,由表2的測試結果可知����,注射壓力對試樣霧度具有顯著的影響。在其他注塑條件都一致的前提下���,隨著注射壓力的增加���,試樣霧度隨之升高。隨著注射壓力的增加��,使熔體受到的剪切應力增加�,在流動方向的分子鏈取向增加,形成更多的有序區(qū)域。另一方面注射壓力的增加����,模腔內的熔體密度增加,自由體積減小����,有利于提高分子鏈段有序性,鏈段的有序排列有利于制品的結晶����,制品結晶度的增加最終導致試樣霧度變大。提高注射壓力在一定程度能提高制品的質量����,但超過一定限度就會導致制品產生飛邊和過多的內應力,甚至會產生燒焦現(xiàn)象�����;注射壓力過低會導致試樣表面產生波浪紋和熔接線����,影響測試結果的重復性���。因此將注射壓力控制在合理范圍對霧度試樣的制備尤其重要���,綜合考慮選用55.52MPa作為最佳注射壓力��。
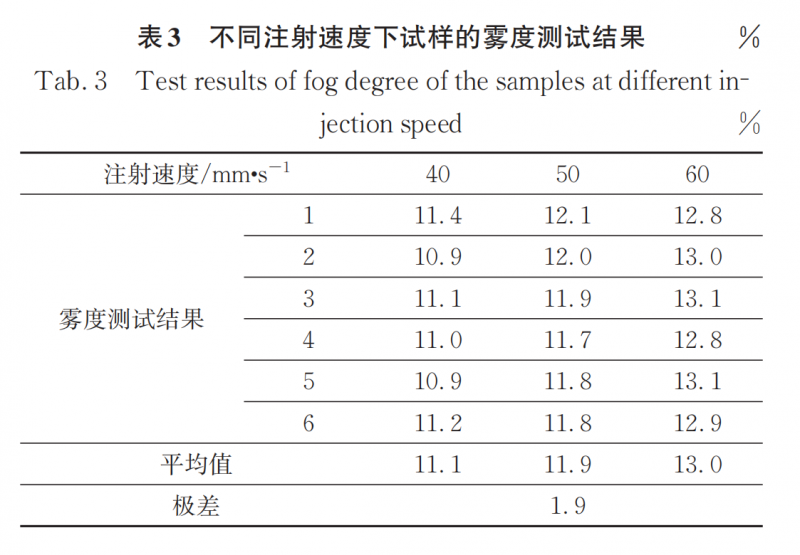
2.3注射速度對試樣霧度的影響
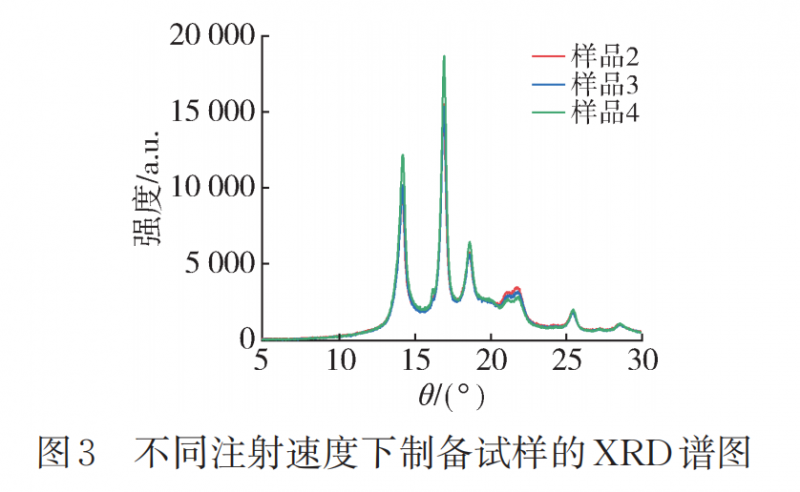
試樣的注塑過程在切換點以前以注射速度控制為主��,切換點以后以壓力控制為主�。當注射壓力較低時�,注射速度隨注射壓力變化而變化,當注射壓力達到一定程度后����,注射壓力隨注射速度變化而變化[9-10]。從表3測試結果可知���,注射速度對試樣霧度具有顯著的影響�。在其他注塑條件都一致的前提下���,隨著注射速度的增加����,試樣霧度也隨著增大����。隨著注射速度的增加���,熔體的剪切作用會增加,剪切作用使得熔體中分子鏈沿著剪切作用的方向取向��,分子鏈形成具有規(guī)則排列結構的區(qū)域����,從圖3(其中樣品2、3�、4注射速率分別為40、50����、60mm/s)可以看出(110)ɑ處,注射速度越大��,峰面積越大���,晶格面越長����,結晶越充分�����,霧度隨之變大��。另一方面在充模過程中隨著注射速度的增加���,制品會出現(xiàn)充模留痕����,導致制品霧度變大[11]���。因此�,選用40mm/s作為最佳注射速度����。
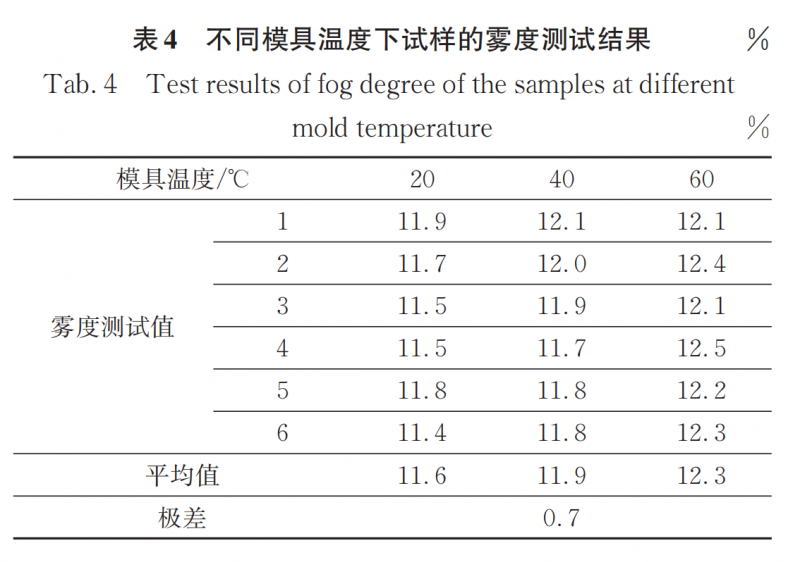
2.4模具溫度的對試樣霧度的影響
從表4測試結果可知,模具溫度對試樣霧度具有一定的影響��。在其他注塑條件都一致的前提下�����,隨著模具溫度的增加�����,試樣霧度也隨著升高。這是因為模具溫度越低�,熔體充模過程中冷卻速率越快,制品快速冷卻��,越不利聚丙烯球晶的生長��,結晶度低�,霧度越低。當模具溫度升高時��,制品緩慢冷卻�,有利于聚丙烯的球晶緩慢生長,結晶度高��,霧度越高�����。另外模具溫度低會導致熔體快速冷卻���,導致保壓階段無法對試樣進行更好的填充�,導致試樣產生外觀缺陷��,從而導致霧度測試的重復性差[12]。綜合考慮后���,選用40℃作為最佳模具溫度�����。
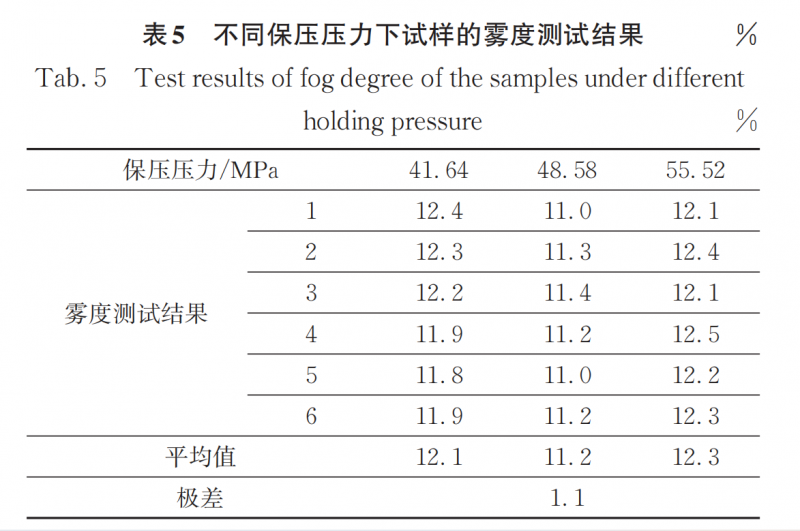
2.5保壓壓力對試樣霧度的影響
保壓階段的主要作用是在試樣成型完成后進行補縮,以減少由于溫度降低引起的體積效應產生收縮孔等瑕疵��。從表5的測試結果可知���,保壓壓力對試樣霧度具有一定的影響���。在其他注塑條件都一致的前提下,隨著保壓壓力的增加��,試樣霧度也先降低后升高���。當保壓壓力增大時�,熔體會被壓得比較實���,分子鏈段的運動會比較困難�����,生成的球晶尺寸下降��,導致霧度下降���。但隨著保壓壓力的繼續(xù)增加���,制品內應力增加,成核劑的網(wǎng)格結構受到一定程度的破壞��,同時試樣厚度增加�����,因試樣厚度與霧度呈正比關系��,從而導致試樣霧度增高����。因此,選用48.58MPa作為最佳保壓壓力���。
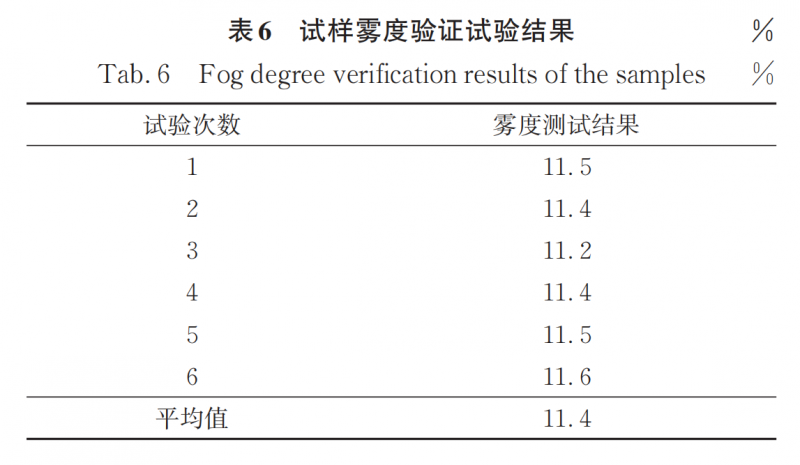
3試樣霧度驗證試驗
在最佳制樣參數(shù)下��,熔體溫度為200℃����、模具溫度為40℃、注射速度為40mm/s�、注射壓力55.52MPa、保壓壓力為48.58MPa�����、保壓時間為40s��、冷卻時間為15s的條件下���,對透明料K4826進行霧度試樣制備和測試,結果如下表6��。
4結論
(1)通過研究表明熔體溫度���、注射壓力��、注射速度��、保壓壓力���、模具溫度對制品霧度有不同程度的影響�。注射壓力調整產生的霧度變化最大�����,其次是注塑速率��、熔體溫度和保壓壓力����,而模具溫度的對制品霧度的影響并不顯著。
(2)通過注塑工藝優(yōu)化獲得了K4826專用料霧度樣片制備的最佳工藝條件為注塑壓力55.52MPa����、注射速度40mm/s、熔體溫度為200℃�����、模具溫度40℃����、保壓壓力48.58MPa。
(2)優(yōu)化注塑工藝參數(shù)可以達到降低聚丙烯霧度的目的,但只能有限范圍內降低霧度����,要真正降低透明料的霧度還得從透明料生產的催化劑和成核劑配方優(yōu)選等方面著手。另外�,注塑工藝參數(shù)優(yōu)化應在基于國標給定的條件下進行,這樣做更加有利于貿易雙手數(shù)據(jù)的比對���。
參考文獻:
[1]齊姝婧��,劉宏吉���,劉暢宇��,等 .我國透明聚丙烯市場供需分析及發(fā) 展趨勢[J]. 化學工業(yè)����,2023,41(02):6-9.
[2]劉 義���,王 葉����,孫偉,等 .紅外光譜法測定聚丙烯中透明成核 劑含量研究[J]. 中國塑料��,2022�����,36(08):115-118.
[3]劉義���,孫偉��,曲國興��,等 .薄壁注塑透明聚丙烯專用料的結構 與性能分析[J]. 中國塑料���,2022,36(07):37-43.
[4]全國塑料標準化技術委員會 . 塑料 聚丙烯(PP)模塑和擠出材料第 2 部分:試樣制備和性能測定:GB/T 2546. 2—2022[S]. 北京: 中國標準出版社��,2022.
[5]全國塑料標準化技術委員會 . 塑料 熱塑性塑料材料注塑試樣的制 備 第 3 部分:小方試片:GB/T 17037. 3—2003[S]. 北京:中國標 準出版社��,2003.
[6]全國塑料標準化技術委員會 . 透明塑料透光率和霧度的測定: GB/T 2410—2008[S]. 北京:中國標準出版社�����,2009.
[7]謝雯新����,陳萍 . 注塑工藝對透明聚丙烯制品霧度的影響[J]. 塑 料包裝��,2013�����,24(3):24-27.
[8]李春雷 .注塑成型條件對無規(guī)共聚透明料霧度的影響研究[J]. 中 國煤炭�,2022�,48(9):127-132.
[9]王超先,陳宏愿���,蔡春飛���,等 . ISO 294?1 注塑試樣制備標準的術語 和注塑機操作參數(shù)[J]. 塑料工業(yè),2022�,50(07):119-124.
[10]王超先,王少鵬���,蔡春飛,等 . 注塑試樣制備過程中注射速率的設 定方法[J]. 塑料工業(yè)�����,2022,50(08):84-88.
[11]王欣 . 注塑工藝對透明聚丙烯結構性能的影響規(guī)律研究[D].蘭州:蘭州理工大學����,2019.
[12]封春艷,黃莉����,劉國強,等 . 制樣參數(shù)對聚丙烯透明料霧度的影 響[J]. 理化檢驗(物理分冊)��,2020����,56(08):16-18,22.






















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





