雙向拉伸聚丙烯(Biaxially Oriented Polypropylene)薄膜���,簡稱BOPP薄膜����,是以聚丙烯為主要原料�����,經雙向拉伸的薄膜��。BOPP薄膜是目前雙向拉伸薄膜行業(yè)內產量和銷量最多的薄膜[1]���,享有“包裝皇后”的美稱�����。國內生產BOPP薄膜的企業(yè)非常多�����,如金田���、德冠、福融�����、國風��、雙良����、康得新等等��。BOPP薄膜分為管膜法和平膜法����,本文特指平膜法生產的薄膜�����。BOPP薄膜具有強度高����、平整度好,產量大��、品種多等優(yōu)點����,同時BOPP薄膜也是塑料加工行業(yè)對設備要求最為復雜的薄膜。BOPP薄膜生產一般都有配料�、擠出、鑄片�����、雙向拉伸、牽引��、收卷�����、時效�、分切等工藝流程�。雙向拉伸包括異步拉伸和同步拉伸,異步拉伸一般是先縱向后橫向�,特點是生產速度快、產量高:同步拉伸生產薄膜縱橫向性能接近����,但是產能小、生產難度大����。目前市場上薄膜絕大多數采用異步拉伸,使用的設備多產自德國布魯克納�����,也有少量的法國依梭普和日本三菱等企業(yè)�����,薄膜的寬幅基本在8.2米以上,生產的速度最快可達500m/min[2]以上�����,常見的薄膜多為三層結構���,也有少量四層或五層���,目前還沒有七層以上的報道。薄膜層數越多可以生產出的薄膜種類越多�����,但是對設備的維護和保養(yǎng)也提出了更高的要求�����。BOPP薄膜種類繁多�,常見如蓋光膜、消光膜�、熱封膜、防霧膜���、珠光膜���、煙膜等等��,現(xiàn)在還在不斷涌現(xiàn)新的發(fā)展方向�,如彩色膜��、高阻隔膜[3]��,免底涂膜��、鍍鋁膜等等�����,極大的豐富了客戶的需求�。
1BOPP薄膜生產工藝和產品特點
1.1 BOPP薄膜的生產流程[2][6]
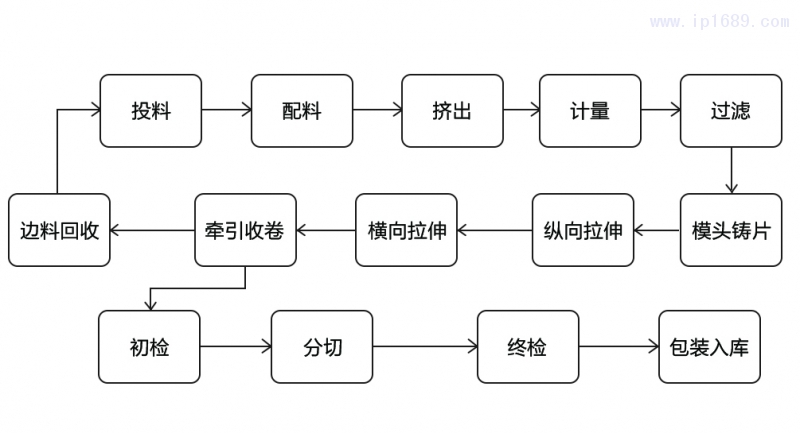
BOPP薄膜的加工流程見圖1����。

配料:表1為常見3層共擠BOPP薄膜配方。
擠出:將混合好的原料在擠出機內進行塑化并擠出���。薄膜的芯層都是以聚丙烯為主���,擠出機的加工溫度一般在250℃���,表層的原料不同,擠出機溫度略有不同���。加工的溫度高��,原料流動性好��,薄膜的均勻性好���,但是超過原料的耐溫點則會造成原料降解、碳化及模頭掛料等問題�����。蓋光膜的擠出機和模頭溫度一般都在250℃�,消光膜和熱封膜由于輔料的耐溫性稍差,對應的擠出機溫度在245℃左右����,模頭溫度在240℃左右。
計量:統(tǒng)計單位時間內通過的原料重量�。通過計量泵的轉速來調節(jié)擠出機轉速和模頭出口的壓力�,保持模頭原料流出穩(wěn)定�����,同時也能進一步塑化原料�����。主擠出機必須配置���,輔擠出機根據定制選擇配置����。計量后會流入過濾器����,對原料進行過濾除雜����。
鑄片:將熔融的聚丙烯原料迅速冷卻為規(guī)整厚片。一般先通過氣刀和氣嘴將原料緊緊貼附在激冷輥上���,然后使用水槽和激冷輥的低溫將原料迅速降溫���,激冷輥和水槽的溫度一般在30~45℃���。
縱向拉伸:對鑄片進行縱向拉伸處理?��?v向拉伸的輥筒現(xiàn)在都采用上下兩層單獨控溫�,減少因厚片的上下層材料不同造成的膜面外觀損傷�,縱向拉伸預熱區(qū)的溫度在110~140℃,比拉伸區(qū)要高5~15℃����,比定型區(qū)的溫度低5~10℃,拉伸比一般在4.5~5.5之間���。
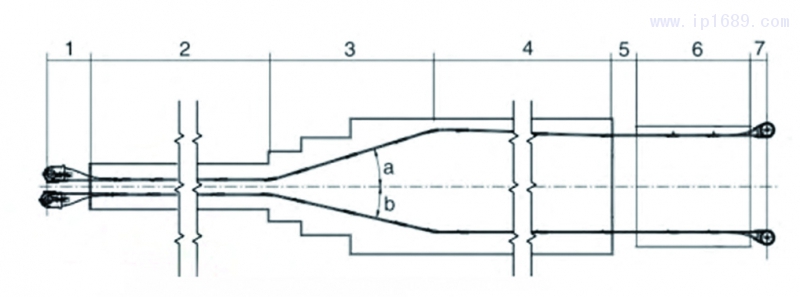
橫向拉伸:對鑄片進行橫向的拉伸處理����,采用粘鋏和軌道寬度變化實現(xiàn)拉伸�。風機將交換器的熱空氣送入烘箱循環(huán)加熱,滿足各位置不同風速要求�����。橫向拉伸[18]分為預熱、拉伸�、定型、冷卻��。橫向拉伸的預熱溫度在170℃左右�,拉伸溫度在155℃左右,定型溫度在165℃左右���,冷卻基本采用車間內的空氣冷卻���。橫向的拉伸比一般在9~10,橫向拉伸區(qū)域寬度變化非常大�,預熱區(qū)設備的寬度比入口厚片稍窄,使得厚片在受熱熱收縮性時有一定的余量���,拉伸區(qū)域的持續(xù)時間在2~4秒,如果拉伸的速度太慢[9]���,分子鏈會滑移造成破膜和拉伸不均�,如果拉伸的速度太快���,會造成分子鏈來不及取向而破膜���。定型段和冷卻段寬度逐步收縮����,總的收縮一般在6%以內�,保持拉伸后的薄膜具有較好的熱穩(wěn)定性,橫向拉伸的寬度變化趨勢見圖2�。
牽引:主要是負責薄膜的展平、切邊�����、電暈�、冷卻、測厚�、靜電消除等功能。
收卷:主要負責薄膜的收卷��。將薄膜收卷成均勻的大膜卷��。通過控制接觸輥和壓力輥張壓力大小�,保持大膜卷的平整度和松緊度,同時也負責大膜卷的米數記錄��,密度顯示,換卷等功能��。
時效:薄膜的時效一般在24~48小時��,這是因為等規(guī)聚丙烯的球晶最大生長速度在20μm/min[2]��,時效后薄膜的性能會更穩(wěn)����。
分切包裝:時效后的薄膜檢驗合格,根據客戶的要求��,分切為合適的尺寸����。
圖2TDO寬度變化
1.2 BOPP薄膜的參數說明和常見異常
BOPP薄膜生產各階段要求工藝參數不同,需要對設備預先設定參數��,以實現(xiàn)不同的區(qū)域設備協(xié)同合作�����,最終通過計算機控制系統(tǒng)實現(xiàn)自動化的生產���。這既包括在正常生產時各區(qū)域工藝的參數,也包括在開機�、停機��、破膜��、規(guī)格轉換�����、急停等不同狀態(tài)下的參數�。調整的參數包括擠出機的轉速��、縱向拉伸比�、各區(qū)域的風速、輥筒的速度等�����,需要相互匹配���。
原料相同的情況下����,拉伸倍率大小是影響薄膜拉伸強度最大的因素�����。如何在保證產品質量的前提下,合理分配兩段的拉伸比�����,是所有生產和研發(fā)人員必須掌握的����。前后兩段的拉伸比越接近,薄膜的縱橫向性能越接近����,那是否可以通過提高溫度來增大拉伸比,從而實現(xiàn)薄膜縱橫的均勻性�。事實上,如果在縱向拉伸區(qū)域對厚片進行過度預熱�����,厚片接近粘流態(tài)�,在經過輥筒時,非常容易被擦傷和形變���,生產耐熱性低的原料則影響更大��,所以目前的縱向拉伸比一般都不會超過5.5����??v向拉伸比使用輥筒轉速控制,調節(jié)方便�����;橫向拉伸比是使用軌道寬度控制�,既不方便調節(jié),且可調節(jié)的范圍小����,所以現(xiàn)在一般都是固定橫向拉伸比,合理調節(jié)縱向拉伸比和相應的溫度參數�����,最大可能提高薄膜性能�����。一般有特殊功能(消光�����、熱封),厚度越薄的薄膜��,其縱向的拉伸比要降低��,反之則升高��。為了使薄膜具有較好的取向����,可以在稍低的溫度下進行拉伸,但是如果溫度過低�,強行拉伸會導致分子鏈斷裂,既會降低薄膜的整體拉伸強度����,還會造成破膜等異常。目前BOPP薄膜總的拉伸倍率在40~50����,小于或大于總的拉伸倍率薄膜會出現(xiàn)厚度不均或者破膜等現(xiàn)象。
薄膜生產過程中�,經常出現(xiàn)的異常包括破膜、油污��、厚度差、擦傷��、白點晶點多��、褶皺��、熱收縮��、摩擦系數大����、潤濕張力小�����、掉粉�、膜面燙傷、模頭掛料等現(xiàn)象����,這些異常有時候是由多個因素共同造成的,有時候一個因素會導致多個異常��,如原料雜質多和油污都會造成破膜���,而原料雜質多也會造成膜面晶點多���、掛料�����、破膜等問題�,如何準確找到問題點�,快速解決問題,是判斷生產人員技能高低的重要指標�。
1.3 BOPP薄膜的產品標準和趨勢
薄膜的性能對下游客戶正常使用至關重要,國家為了規(guī)范本行業(yè)的健康發(fā)展��,已制定了2個國家標準���。普通雙向拉伸聚丙烯薄膜的國標是GB/T10003-2008��,消光膜的國標是GB/T32021-2015���。國標對兩種類型薄膜的拉伸強度、斷裂標稱應變��、熱收縮率���、霧度�����、光澤度都規(guī)定了明確指標和檢測的方法�。隨著市場的變化,客戶對新產品的性能和要求也在改變��,企業(yè)要不斷開發(fā)更豐富的產品類型�����。為了規(guī)范新產品的性能指標�����,越來越多的企業(yè)開始自發(fā)的開展行業(yè)標準的制定�����,規(guī)模較大的企業(yè)已經制定很多了特種產品的企業(yè)標準�。
2BOPP薄膜主輔原料介紹
2.1 主原料聚丙烯的性能和要求[2][4]
聚丙烯按照空間立體構型分為等規(guī)��、間規(guī)���、無規(guī)三類���,BOPP要求等規(guī)的聚丙烯在95~97%�,相比普通吹塑和流延薄膜要求更高�����。文獻[2]和實際生產都表明���,等規(guī)度越高���,拉伸后的薄膜強度越高,但是破膜率也會增加���;反之�����,等規(guī)度下降�����,成膜率高��,薄膜強度降低�。根據這些特點,如果生產速度快��,厚度薄的薄膜��,選用等規(guī)度低的聚丙烯���,而如果要生產厚度厚��、強度高的薄膜����,選用等規(guī)度高的聚丙烯����。BOPP薄膜原料的影響因素還包括分子量�����、熔指�、灰分、水分、色粒�、霧度等項目。聚丙烯的數均分子量70000[29]左右��,熔指2.5~3.5�,灰分≤0.03%,分子量分布4.0~4.5��。因此生產各種產品的類型���,應根據客戶要求��,使用不同的原料種類�����?��!?br />
2.2 輔料的性能和要求
BOPP薄膜的各種性能大部分是通過輔料實現(xiàn)的,輔料在不同薄膜的使用環(huán)境中扮演了重要角色����。常見的輔料包括防黏劑、抗靜電劑�����、爽滑料、熱封料����、消光料、防霧料�����、色母料�、珠光料等等,其中防黏劑����、抗靜電劑、爽滑料�、防霧料、珠光料�、色母料都是以聚丙烯為載體�,添加相應的功能材料,共混造粒所得的母料����。防黏劑、熱封料、消光料一般用在表層����,其它輔料一般是添加在芯層或者次表層。防粘層和熱封層的厚度一般在0.8~1.5微米���,消光層的厚度一般在1.8~2.8微米�。薄膜的厚度增加���,表層厚度相應的增加[7]�����,如果各層厚度安排不合理����,表層太薄起到不到應有效果����,太厚影響生產的穩(wěn)定性和產品質量,也增加了原料的浪費�����。
2.2.1 防黏劑[9][10]
防黏劑的主要作用是防止薄膜相互粘結��。防黏劑是通過將有效粒子均勻的混合在聚丙烯原料內��,這些粒子和聚丙烯原料不相容����,并且熔點比聚丙烯要高很多,拉伸成膜以后��,這些粒子在薄膜表面形成微球��,在兩層薄膜之間形成“架橋”現(xiàn)象�����,薄膜和薄膜的表面之間有空氣層存在���,起到防粘的作用��。防黏劑可分為有機防黏劑和無機防黏劑�����,有機防黏劑有聚甲基丙烯酸甲酯�、聚硅氧烷等��,無機防黏劑有滑石粉����、二氧化硅、磷酸鈣等�����。
防粘劑添加過多�����,薄膜霧度增加��,拉伸后還會掉落��,影響下游使用�,添加量少防粘達不到效果。防黏劑的粒子大小��、外觀形狀����、內部結構不同����,應根據下游客戶需求��,添加不同防黏劑���。目前市面上貝斯特公司和康斯坦普公司的產品比較成熟��?����!?br />
2.2.2 抗靜電劑[11][12][13][14]
薄膜在快速生產過程中��,摩擦會產生非常多的靜電���,物理的靜電消除器會消除一部分靜電,但是大膜卷內還會不斷累積靜電��??轨o電劑是將薄膜表面的多余電荷導出去的一種添加劑。如果薄膜的表面靜電累積太多��,會影響生產的安全����,靜電也會吸附空氣中的雜質�,影響薄膜的品質����??轨o電劑至少有一個親水基團和一個親油基團,親水基團吸附空氣中的水分子����,形成導電的回路,親油基團和聚丙烯結合和纏繞���,保持抗靜電分子不脫落�?����?轨o電劑可分為離子型�����、非離子型��、高分子導電型和復合型,現(xiàn)在的BOPP薄膜的抗靜電劑多為非離子型�,如單甘脂、乙氧基氨等��。
抗靜電劑基本在芯層和聚丙烯共混使用�����,加工過程中抗靜電分子會從內部緩慢的遷移到表面���。遷移時間受抗靜電劑種類�����、添加量及電暈等影響���。抗靜電劑的抗靜電效果還和車間的濕度有影響���,夏天空氣的濕度大����,抗靜電劑可適當減少;冬天濕度小�����,適當提高用量�。抗靜電劑添加過多�����,薄膜容易發(fā)粘和發(fā)紅�����,添加量少����,達不到抗靜電效果�����。
2.2.3 爽滑料[15]
有些薄膜(煙膜)在下游加工時速度非?���?欤砸蟊∧さ哪Σ料禂档停虼诵枰诒∧だ锩嫣砑右欢康乃?���。爽滑料一般添加在芯層,薄膜成型后�,爽滑料從薄膜內遷移到表面,聚積成均勻的薄涂層�����,使得薄膜表面光滑�,極大地降低了摩擦系數。
爽滑料一般是二酰胺類爽滑劑和無遷移型爽滑劑��,爽滑母料用量要適宜����,用量過多也會造成薄膜發(fā)粘。對摩擦系數要求低的產品�����,必須添加爽滑母料��。
2.2.4 熱封料[16]
為了使薄膜具有熱封效果��,必須在薄膜的表面添加一定量的熱封料。BOPP的熱封料一般是乙烯����、丙烯二元共聚物或乙烯、丙烯���、丁烯三元共聚物���。薄膜經過加熱時,熱封料由于熔點低��、鏈段短�、支鏈多���,會首先熔融和流動��,再經過一定的壓力后����,薄膜的表面熱封料分子鏈會相互糾纏���,形成熱封狀態(tài)�。只有一面使用熱封料的為單面熱封膜,兩面都使用熱封料的為雙面熱封膜����。
熱封膜的啟封溫度和熱封強度與薄膜的表層厚度、防黏劑的用量��、共聚物的配比���、支鏈化程度���、分子量、分子鏈長度�、灰分含量等都有關系。熱封膜啟封溫度并不是越低越好����,需要根據客戶的需求來定制,一般啟封溫度在85~110℃��,但是客戶都希望熱封膜的熱封強度越高越好��,最少要達到2N/15mm����。通過提高加工時的溫度�����、壓力�����、熱封時間能在一定程度提高薄膜的熱封強度�����,但是超過薄膜的耐用性���,整個薄膜可能會變形而無法使用。
2.2.5 消光料[17]
為了提高薄膜的霧度�,使薄膜外觀更加細膩,需要在薄膜的表層添加一定量的消光料?,F(xiàn)在的消光料是由聚丙烯和聚乙烯按照一定比例���,同時添加少量的增塑劑和抗氧劑共混造粒制得����。消光料的霧度與聚丙烯和聚乙烯的比例有關���,兩者的比例在1:1時�,霧度一般能達到70%以上,聚乙烯的用量越少���,薄膜的霧度越低�。消光料使用的聚丙烯熔指一般在6~10g/10min���,聚乙烯選用高密度聚乙烯����,熔指在0.2~0.4g/10min��。兩者混合的越均勻�,生產出的膜面就越細膩。消光料之所以有消光效果���,是因為薄膜在雙向拉伸時���,由于聚乙烯結晶速度非常快��,會率先形成較大的晶體顆粒���,使得薄膜表面粗糙�,對照射的光線起到了散射作用,形成消光效果��。只有一面使用消光料的為單面消光膜�����,兩面都使用消光料的為雙面消光膜���。
很早之前的科研人員[17]為了使薄膜的表面具有消光料效果�����,有的通過在原料內部添加大量的無機粒子�����,如二氧化硅和碳酸鈣�,有的對薄膜表面進行化學腐蝕���,也有物理處理,這些方法雖然都能起到一定消光的效果����,但是對薄膜的性能�����、生產的工藝以及薄膜的安全性都有非常大的影響�����。相比單純消光膜霧度的指標�����,現(xiàn)在客戶越來越受關注膜面分散效果�����,膜面越細膩�����、霧度越均勻�����,產品的價格也越高�����。要想實現(xiàn)較好的膜面分散效果���,需要對消光料的原材料篩選和加工的工藝進行優(yōu)化��,很多的母料公司都在大力研發(fā)性能優(yōu)異�、生產周期長的消光料����,也取得了一定的效果,市場上德冠和金田等企業(yè)生產的消光料效果較好�,購買的企業(yè)較多。
2.2.6 防霧料[19]
普通薄膜在包裝蔬菜����、菌菇、冷凍食品時�,水蒸氣會慢慢凝結在薄膜表面,形成大水滴��,影響觀感�����,同時水滴也會滋生細菌���,縮短食品的保質期��。聚丙烯是非極性材料�,屬于憎水材料���,水分子在表面容易形成大水滴�,防霧母料減小了薄膜表面的接觸角��,使水分子均勻的貼附在薄膜表面�����,形成一層水膜���,水分子無法在薄膜表面形成較大的水滴�,達到防霧的效果�����。防霧料一般加在芯層,有效成分是甘油酯�、中長鏈脂肪酸脂化合物等。防霧分為冷防霧和熱防霧���,防霧的等級越高防霧效果越好�����?���! ?br />
2.2.7 其他輔料
珠光料[20]:一般是以碳酸鈣��、二氧化硅����、二氧化鈦為主要原料和聚丙烯共混制作而成。珠光料添加在薄膜的芯層���,薄膜在經過拉伸后��,碳酸鈣�����、二氧化硅大小不會變化�,粒子的周圍產生很多空穴,光線穿過薄膜表層��,在薄膜內部空穴相互反射����,使得薄膜具有了珠光的效果��。根據珠光料添加的比例���、顆粒大小�����、材料的種類不同���,生產的珠光膜在薄膜的密度、白度����、物理性能方面都有差異?���! ?br />
色母料[21]:通過在聚丙烯添加不同色母制作的母料�����。色母原料分為有機和無機�,有機的為酞箐紅�����、酞箐藍等����;無機的為鎘黃、鈦白粉����、炭黑。為增加色母料的分散�,還會添加一定量的聚乙烯低分子蠟、硬脂酸酯等分散劑����。色母料常單獨在次表層使用,BOPP薄膜生產的彩色膜顏色穩(wěn)定性好�,不易氧化��,同時減少了下游二次加工的工序�����,節(jié)約了資源?����,F(xiàn)在幾乎所有的薄膜都要添加多種輔料,才能保證生產出性能穩(wěn)定��、客戶滿意的產品�����,包括普通的光膜至少也需要抗靜電母料和防粘母料�,同時多種多樣的母料相互組合,也能生產出多種性能的功能性薄膜��,比如將熱封料和消光料結合�����,就可以生產出一面熱封��,一面消光料的薄膜;或者將防霧料和熱封料結合�,就可以生產防霧熱封膜。當然并不是所有的母料都可以相互結合�����,比如消光料和防霧料就不能結合�����,因為防霧料的作用是防止包裝物表面凝結水珠����,使得產品有較好的透明度,而消光膜的霧度大�����,不能透過光線����,這兩者之間存在矛盾。
3結語
BOPP薄膜的研發(fā)���、生產��、銷售涉及到的上下游行業(yè)非常廣泛�����,中國薄膜行業(yè)現(xiàn)在的規(guī)模越來越大���,生產的產品也越來越齊全���,這既得益于國家的政策支持,也順應了時代的發(fā)展�����,更離不開每一個參與薄膜開發(fā)的生產者���、制造者。想要生產出性能穩(wěn)定����,符合客戶要求的薄膜,需要企業(yè)各部門共同的努力和配合�����,包括原料的裝卸、設備的穩(wěn)定��、人員的操作�、產品的檢測、銷售的拓展��、員工的激勵等多方面���,是一項非常復雜的工程����,特別是在開發(fā)一些新產品時�,需要付出的精力更多,但也正是這樣的磨煉���,實現(xiàn)了整個隊伍的成長�,減少了未來資源的浪費�,促進了薄膜行業(yè)的繁榮。
然而�,大部分的生產者也深刻的感受到國外的技術限制,目前中國絕大部分的BOPP生產設備都選用國外的布魯克納���、三菱�、依梭普等企業(yè),高端的原料都需要采購三井��、陶氏����、美孚等企業(yè)產品,他們在技術�、規(guī)模、成本�、質量上都有絕對的優(yōu)勢,價格也遠高于普通產品��,交貨的周期也非常長�����,嚴重影響了中國企業(yè)的生存和發(fā)展���。近些年來,中石油�、中石化等[9]企業(yè)在突破雙向拉伸聚丙烯原料生產工藝后,也在積極開發(fā)性能優(yōu)異的輔料并取得了一定的成績���,但是在設備加工上���,國內的企業(yè)還只能模仿制造一些要求不高的配件����,如輥筒���、展平輥等����,對精度要求高的激冷輥����,擠出機以及電氣設備等,都還需要依靠進口����,未來急需突破。
塑料薄膜行業(yè)正在快速發(fā)展��,除了傳統(tǒng)的BOPS/BOPET/BOPA等薄膜��,現(xiàn)在BOPE[23][24][25]/BOPLA[27]/BOPBAT[28]等薄膜正在中國如火如荼的發(fā)展����,相信隨著新技術�����、新材料的出現(xiàn)����,一定會突破國外的技術封鎖�,創(chuàng)造出屬于中國的薄膜產品。
參考文獻
[1]魏志華.BOPP薄膜發(fā)展現(xiàn)狀與未來趨勢[J].產品分析,2015.01:56-59.
[2]尹燕平.雙向拉伸塑料薄膜[M].化學工業(yè)出版社,1999.
[3]胡小忠等.聚丙烯薄膜的雙向拉伸工藝研究[J].理論與研究,2004.30:13-18.
[4]高達利等.原料結構對BOPP薄膜拉仲工藝及性能的影響[J].塑料科技,2018.05:
34-37.
[5]王紅兵等.高阻隔型雙向拉伸共擠薄膜的制備及性能研究[J].安徽化工,2021(47),6:72-73.
[6]張頌富等.BOPP生產工藝參數最佳設定的探討[J].現(xiàn)代塑料加工應用,1995.07.07:42-47.
[7]杜杰等.涂層厚度與共聚物組分對熱封型BOPP薄膜性能的影響[J].測試與研究,2015.41:57-59.
[8]陳優(yōu)霞.二氧化硅塑料薄膜開口劑的研制[D].南昌大學,2011.06.08.[9]高達利等.BOPP薄膜拉伸速率對薄膜性能的影響[J].現(xiàn)代塑料加工應用,2015.01.29:15-17.
[10]涂志剛等.BOPP薄膜中的功能性助劑[J].塑料包裝,2002.12.4:39-41.[11]劉慧杰.非離子型復合抗靜電劑在聚丙烯薄膜中的應用[J].當代化學,2006.35.6:
371-374.
[12]徐正午等.塑料包裝用抗靜電母粒研究進展[J].塑料包裝,2020.30.5:1-5.[13]吳遜等.幾種非離子型抗靜電劑在聚丙烯薄膜中的應用研究[J].中國塑料,2014.28.4:92-96.
[14]李新芳等.塑料包裝薄膜用抗靜電劑的研究進展[J].塑料包裝,2020.30.6:6-10.[15]聶海平等.爽滑劑和防粘開口劑在塑料薄膜中的應用[J].塑料助劑,2017.3:19-22.
[16]劉琳娜等.BOPP薄膜三元熱封料結構分析[J].塑料工業(yè),2014.4:51-55.[17]陳曉勇.聚烯烴消光膜消光機理研究[D].四川大學,2007.03.[18]賴福剛等.聚丙烯薄膜橫向拉伸關鍵技術的研究[J].裝備制造技術,2021.1:191-199.
[19]申隆等.冷防霧在多層共擠膜的應用[J].肉類設備與包裝,2016.8:51-53.[20]吳林元等.白色雙向拉伸聚丙烯薄膜專用珠光母料的研制[J].中國塑料,2000.9:49-52.
[21]李興達.淺析塑料色母粒色差原因和改進對策[J].工藝管控,2018.12:196.[22]唐虎等.雙向拉伸聚乙烯薄膜產業(yè)化發(fā)展現(xiàn)狀���、瓶頸和展望[J].高分子材料科學與工程,2021.08.25.
[23]廖凱明等.雙向拉伸薄膜行業(yè)創(chuàng)新發(fā)展思考[J].科技專題,2015.05:62-68.[24]李羽.雙向拉伸聚乙烯樹脂的結構—性能關系及制備[D].浙江大學.2021.03.[25]馮潤財,伍杰鋒,張廣強,等.雙向拉伸聚乙烯薄膜的研制[J].塑料工業(yè),2013,41(4):102-108,112.
[26]羅焯星等.雙向拉伸聚乳酸薄膜的制備[D].合成樹脂及塑料.2017,36-40.[27]邢利欣等.可生物降解雙向拉伸聚乳酸薄膜成型技術研究進展[J].中國塑料.2023,04:121-135.
[28]張小兵.我國生物可降解高分子新材料PBAT市場和產能分析[J].四川化學.2021,04:4-7.
[29]李薇等.凝膠滲透色譜(GPC)表征聚丙烯相對分子量及其分布的方法研究[J].中國建材科技.2012,21:42-46.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...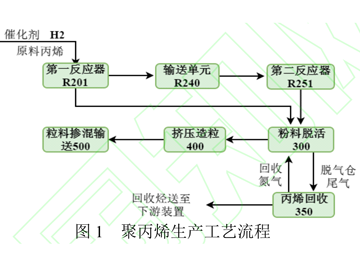 高性能注塑聚丙烯...
高性能注塑聚丙烯...





