開(kāi)裂�,包括制件表面絲狀裂紋、微裂�����、頂白���、開(kāi)裂及因制件粘模���、流道粘模而造成或創(chuàng)傷危機(jī)��,按開(kāi)裂時(shí)間分脫模開(kāi)裂和應(yīng)用開(kāi)裂��。主要有以下幾個(gè)方面的原因造成:
來(lái)源: 發(fā)布時(shí)間:2019年07月02日 14:46:20 閱讀:8029
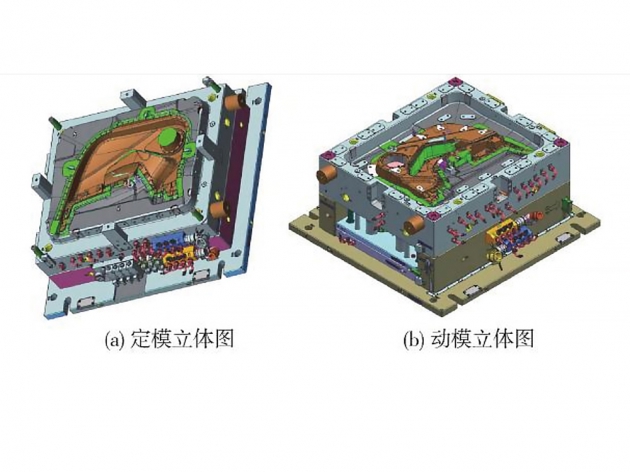
注塑模具的結(jié)構(gòu)形式和加工質(zhì)量直接影響塑件制品質(zhì)量和生產(chǎn)效率����。模具生產(chǎn)過(guò)程中各種故障非常多����,下面是幾種常見(jiàn)的故障的解決方案��。
來(lái)源: 發(fā)布時(shí)間:2019年07月02日 14:14:52 閱讀:6194
金屬注射成型(MIM)依靠的是一種熱塑性聚合物共混物�����,體積約為60%的小型金屬粉末填充�。這種聚合物和粉末的混合物是注射成型形成一個(gè)復(fù)雜的形狀。一旦成型完成����,聚合物(粘合劑)被提取����,小粉末被燒結(jié)���。
來(lái)源: 發(fā)布時(shí)間:2019年06月28日 09:45:32 閱讀:6141
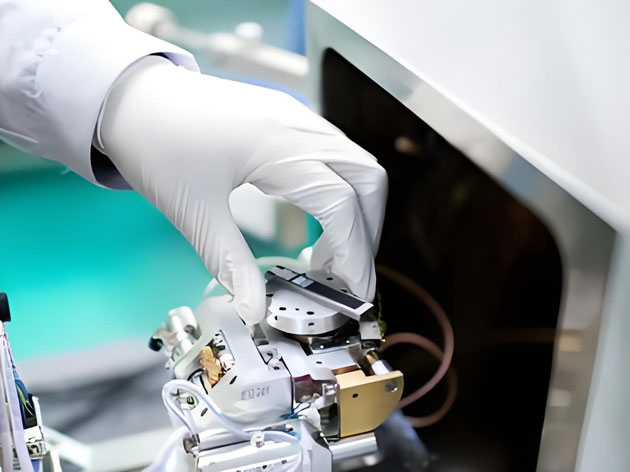
醫(yī)療器械行業(yè)的發(fā)展目前正極大地推進(jìn)著醫(yī)療保健事業(yè)的進(jìn)步�����,而該行業(yè)顯著的特點(diǎn)就是高水平的創(chuàng)新和激烈的競(jìng)爭(zhēng)��。醫(yī)療器械領(lǐng)域研究和開(kāi)發(fā)的一個(gè)有趣的特性就是該行業(yè)需要多種生物醫(yī)學(xué)和工程學(xué)科的交叉融合���。
來(lái)源: 發(fā)布時(shí)間:2019年06月26日 09:31:36 閱讀:6163
尺寸不穩(wěn)定指在相同的注塑機(jī)和成型工藝條件下,每一批成型制品之間或每模生產(chǎn)的制品各型腔成型品之間�����,塑件的尺寸發(fā)生變化�。
來(lái)源: 發(fā)布時(shí)間:2019年06月24日 09:13:17 閱讀:6111
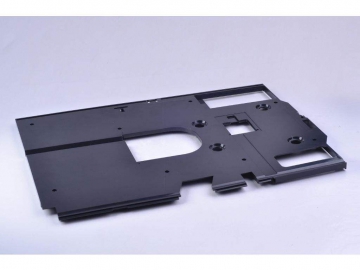
產(chǎn)品壁厚要求均一,ABS產(chǎn)品的壁厚差異應(yīng)控制在25%以?xún)?nèi)���,防止壁厚差異過(guò)大引起局部應(yīng)力集中�。強(qiáng)度較弱的柱子根部需增加R角或追加加強(qiáng)筋,防止柱子斷裂���。
來(lái)源: 發(fā)布時(shí)間:2019年06月21日 09:10:06 閱讀:4721
“醫(yī)療設(shè)備”一詞可適用于廣泛的醫(yī)療產(chǎn)品����。全球市場(chǎng)由大約8000種醫(yī)療設(shè)備組成�����,從簡(jiǎn)單的繃帶和眼鏡�����,到維持生命的可植入設(shè)備以及篩查/診斷疾病和健康狀況的設(shè)備����,再到最先進(jìn)的診斷成像和微創(chuàng)手術(shù)的醫(yī)療設(shè)備。
來(lái)源: 發(fā)布時(shí)間:2019年06月06日 09:09:17 閱讀:6420
根據(jù)材料的特性和供料情況��,一般在成型前應(yīng)對(duì)材料的外觀和工藝性能進(jìn)行檢測(cè)�����。供應(yīng)的粒料往往含有不同程度的水分���、溶劑及其它易揮發(fā)的低分子物��,特別是具有吸濕傾向的TPR含水量總是超過(guò)加工所允許的限度���。
來(lái)源: 發(fā)布時(shí)間:2019年05月31日 09:45:24 閱讀:6816
注塑機(jī)螺桿具有輸送、熔融���、混煉�����、壓縮����、計(jì)量與排氣等功能���,是影響塑化質(zhì)量的關(guān)鍵因素�。下面給大家介紹幾種常用塑料注塑時(shí)選用螺桿的要點(diǎn)���。
來(lái)源: 發(fā)布時(shí)間:2019年05月30日 09:43:45 閱讀:8350





















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













