硬膠件的縮水問題(表面縮凹和內部縮孔),都是因為體積較厚大部位冷卻時熔膠補充不足而造成的缺陷。我們常常會遇到無論如何加大壓力���,加大入水口����,延長射膠時間��,縮水問題就是無法解決的情況��。在常用的原料當中���,...
來源: 發(fā)布時間:2019年05月10日 09:51:39 閱讀:9269
利用注塑工藝生產產品時,由于塑料在模腔中的不均勻冷卻和不均勻收縮以及產品結構設計的不合理��,容易引起產品的各種缺陷:縮印���、熔接痕�����、氣孔�、變形����、拉毛��、頂傷��、飛邊�。
來源: 發(fā)布時間:2019年05月09日 09:48:59 閱讀:6619
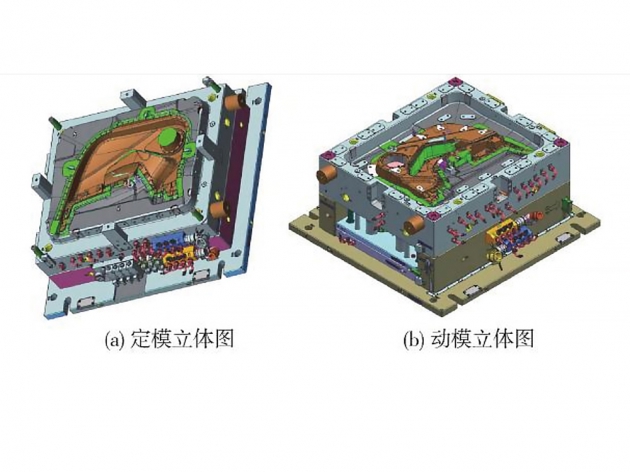
每個注塑產品在開始設計時首先要確定其開模方向和分型線����,以保證盡可能減少抽芯滑塊機構和消除分型線對外觀的影響�。
來源: 發(fā)布時間:2019年05月07日 09:47:22 閱讀:4751
注塑模具是一種生產塑膠制品的工具;也是賦予塑膠制品完整結構和精確尺寸的工具。注塑模具的結構形式和模具加工質量直接影響著塑件制品質量和生產效率�����。注塑模具生產和塑料制品生產實踐中最常見,最常出現(xiàn)的注塑模...
來源: 發(fā)布時間:2019年05月06日 09:43:01 閱讀:5694
若塑件發(fā)生不均勻收縮�����,往往造成內應力分布不均。若此應力超過塑件剛度����,將造成塑件翹曲及變形,影響塑件尺寸安定性���。
來源: 發(fā)布時間:2019年04月30日 09:48:43 閱讀:3408
塑料在受力拉伸后����,會在局部會形成細微凹槽�,該處密度小,折射率與塑料本體存在差異�,導致光線在此處反射光增多,出現(xiàn)發(fā)白現(xiàn)象��。
來源: 發(fā)布時間:2019年04月30日 09:46:12 閱讀:5375
非結晶性塑料�,無明顯熔點��,玻璃化溫度140°~150℃��,熔融溫度215℃~225℃�,成型溫度250℃~320℃。
來源: 發(fā)布時間:2019年04月28日 09:43:07 閱讀:4868
零件表面都鍍不上銅層;出現(xiàn)這類故障的原因,一般是敏化液或活化液失效引起����,還有可能是化學鍍銅液中pH值、溫度�����、甲醛�����、硫酸銅含量太低或絡合劑含量太高而引起�����。
來源: 發(fā)布時間:2019年04月26日 09:41:10 閱讀:6788
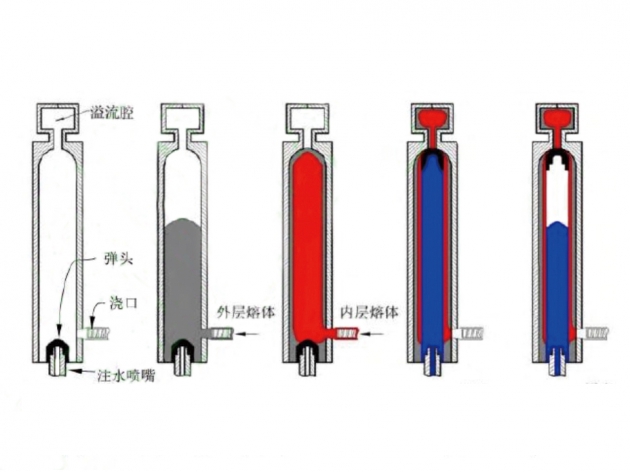
在螺桿推力的作用下�����,已經塑化好的熔料以一定的速率流經料筒��、噴嘴�����、流道、澆口等處后注入模腔��,注射壓力也因克服流動阻力而逐漸下降���。
來源: 發(fā)布時間:2019年04月25日 09:39:38 閱讀:7394





























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





