一��、 開模方向和分型線
每個注塑產(chǎn)品在開始設(shè)計時首先要確定其開模方向和分型線�,以保證盡可能減少抽芯滑塊機構(gòu)和消除分型線對外觀的影響。
1�、 開模方向確定后,產(chǎn)品的加強筋�、卡扣、凸起等結(jié)構(gòu)盡可能設(shè)計成與開模方向一致�����,以避免抽芯減少拼縫線�����,延長模具壽命��。
2�����、 開模方向確定后,可選擇適當(dāng)?shù)姆中途€����,避免開模方向存在倒扣,以改善外觀及性能�。
二 、脫模斜度
1 �����、適當(dāng)?shù)拿撃P倍瓤杀苊猱a(chǎn)品拉毛(拉花)�。光滑表面的脫模斜度應(yīng)≥0.5度�����,細(xì)皮紋(砂面)表面大于1度�,粗皮紋表面大于1.5度。
2 ���、適當(dāng)?shù)拿撃P倍瓤杀苊猱a(chǎn)品頂傷���,如頂白����、頂變形��、頂破�。
3、 深腔結(jié)構(gòu)產(chǎn)品設(shè)計時外表面斜度盡量要求大于內(nèi)表面斜度��,以保證注塑時模具型芯不偏位���,得到均勻的產(chǎn)品壁厚���,并保證產(chǎn)品開口部位的材料強度。
三���、 產(chǎn)品壁厚
1 ��、各種塑料均有一定的壁厚范圍�,一般0.5~4mm��,當(dāng)壁厚超過4mm時����,將引起冷卻時間過長��,產(chǎn)生縮印等問題���,應(yīng)考慮改變產(chǎn)品結(jié)構(gòu)。
2 �����、壁厚不均會引起表面縮水��。
3 ����、壁厚不均會引起氣孔和熔接痕。
四�����、 加強筋
1���、 加強筋的合理應(yīng)用,可增加產(chǎn)品剛性��,減少變形����。
2�����、 加強筋的厚度必須≤ (0.5~0.7)T產(chǎn)品壁厚���,否則引起表面縮水。 3���、 加強筋的單面斜度應(yīng)大于1.5°���,以避免頂傷。
五�����、圓角
1��、 圓角太小可能引起產(chǎn)品應(yīng)力集中�����,導(dǎo)致產(chǎn)品開裂�。 2�����、圓角太小可能引起模具型腔應(yīng)力集中�,導(dǎo)致型腔開裂���。
3���、 設(shè)置合理的圓角,還可以改善模具的加工工藝�,如型腔可直接用R刀銑加工,而避免低效率的電加工�����。
4 ��、不同的圓角可能會引起分型線的移動�����,應(yīng)結(jié)合實際情況選擇不同的圓角或清角���。
六�、 孔
1 �����、孔的形狀應(yīng)盡量簡單����,一般取圓形。 2 �����、孔的軸向和開模方向一致����,可以避免抽芯。
3 �、當(dāng)孔的長徑比大于2時,應(yīng)設(shè)置脫模斜度�。此時孔的直徑應(yīng)按小徑尺寸(最大實體尺寸)計算。
4 ��、盲孔的長徑比一般不超過4����。防孔針沖彎 5 �����、孔與產(chǎn)品邊緣的距離一般大于孔徑尺寸�。
七��、 注塑模的抽芯�、滑塊機構(gòu)及避免
1、 當(dāng)塑件按開模方向不能順利脫模時�����,應(yīng)設(shè)計抽芯滑塊機構(gòu)�����。抽芯機構(gòu)滑塊能成型復(fù)雜產(chǎn)品結(jié)構(gòu)��,但易引起產(chǎn)品拼縫線���、縮水等缺陷�,并增加模具成本縮短模具壽命�。
2、設(shè)計注塑產(chǎn)品時�,如無特殊要求,盡量避免抽芯結(jié)構(gòu)�����。如孔軸向和筋的方向改為開模方向�,利用型腔型芯碰穿等方法。
八�、 一體鉸鏈
1 、利用PP料的韌性�,可將鉸鏈設(shè)計成和產(chǎn)品一體。 2 �、作為鉸鏈的薄膜尺寸應(yīng)小于0.5mm,且保持均勻�, 3 、注塑一體鉸鏈時����,澆口只能設(shè)計在鉸鏈的某一側(cè)。
九�、 嵌件
1 、在注塑產(chǎn)品中鑲?cè)肭都稍黾泳植繌姸?���、硬度、尺寸精度和設(shè)置小螺紋孔(軸),滿足各種特殊需求�����。同時會增加產(chǎn)品成本�。
2 、嵌件一般為銅����,也可以是其它金屬或塑料件。
3 �、嵌件在嵌入塑料中的部分應(yīng)設(shè)計止轉(zhuǎn)和防拔出結(jié)構(gòu)。如:滾花�����、孔����、折彎、壓扁��、軸肩等�����。 4 、嵌件周圍塑料應(yīng)適當(dāng)加厚���,以防止塑件應(yīng)力開裂。
5 ���、設(shè)計嵌件時���,應(yīng)充分考慮其在模具中的定位方式(孔、銷�����、磁性)
十��、 標(biāo)識
產(chǎn)品標(biāo)識一般設(shè)置在產(chǎn)品內(nèi)表面較平坦處��,并采用凸起形式��,選擇法向與開模方向尺可能一致的面處設(shè)置標(biāo)識���,可以避免拉傷����。
十一、 注塑件精度
由于注塑時收縮率的不均勻性和不確定性����,注塑件精度明顯低于金屬件,不能簡單地套用機械零件的尺寸公差應(yīng)按標(biāo)準(zhǔn)選擇適當(dāng)?shù)墓钜?我國也于1993年發(fā)布了GB/T14486-93 《工程塑料模塑塑料件尺寸公差》���,設(shè)計者可根據(jù)所用的塑料原料和制件使用要求�����,根據(jù)標(biāo)準(zhǔn)中的規(guī)定確定制件的尺寸公差�。
十二��、 注塑件的變形
提高注塑產(chǎn)品結(jié)構(gòu)的剛性����,減少變形。盡量避免平板結(jié)構(gòu)�,合理設(shè)置翻邊,凹凸結(jié)構(gòu)�。設(shè)置合理的加強筋。
十三���、扣位
1���、將扣位裝置設(shè)計成多個扣位同時共用�����,使整體的裝置不會因為個別扣位的損壞而不能運作����,從而增加其使用壽命�����,再是多考濾加圓角�,增加強度��。
2��、是扣位相關(guān)尺寸的公差要求十分嚴(yán)謹(jǐn)�����,倒扣位置過多容易形成扣位損壞����;相反�,倒扣位置過少則裝配位置難於控制或組合部份出現(xiàn)過松的現(xiàn)象�����。
解決辦法是要預(yù)留改模容易加膠的方式來實現(xiàn)��。
十四��、 焊接(熱板焊����、超聲波焊、振動焊)
1��、 采用焊接�����,可提高聯(lián)接強度���。
2 �����、采用焊接���,可簡化產(chǎn)品設(shè)計��。 (文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...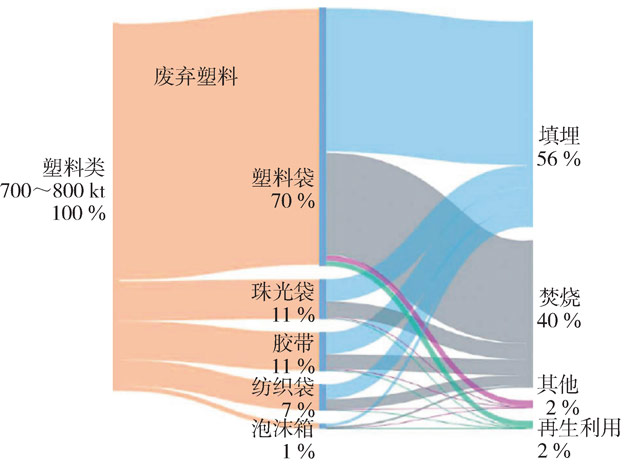 塑料包裝材料的減...
塑料包裝材料的減...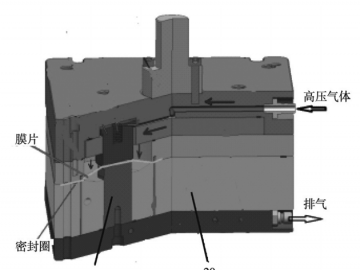 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...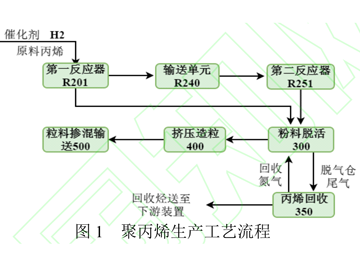 高性能注塑聚丙烯...
高性能注塑聚丙烯...





