塑料管材在生產(chǎn)線過程中�����,由于操作人員對(duì)工藝和機(jī)器操作不夠熟練����,常會(huì)致使塑料管材出現(xiàn)外表面粗糙����,內(nèi)部出現(xiàn)抖動(dòng)環(huán)�����,壁厚不均�,圓度不夠等現(xiàn)象�,所以要及時(shí)調(diào)整工藝,排除塑料管材生產(chǎn)線故障�����,才能提高產(chǎn)品質(zhì)量����。
1.塑料管材生產(chǎn)線故障:塑料管材外表面粗糙 調(diào)整工藝溫度;降低冷卻水溫��,PE管最佳冷卻水溫為20~25℃����;檢查水路,是否存在堵塞或水壓不足現(xiàn)象����;檢查機(jī)筒、機(jī)頭等加熱圈是否有損壞���;調(diào)整定徑套進(jìn)水流量���;檢查原料的性能和批號(hào);檢查模具芯部溫度���,若高于口模區(qū)段溫度��,調(diào)低芯部溫度�;清理模具的集料��;

2.塑料管材生產(chǎn)線故障:塑料管材外表面出現(xiàn)溝痕
調(diào)整定徑套出水壓力,出水量要求均衡�;調(diào)整真空定型箱內(nèi)噴嘴角度,使管材冷卻均勻���;檢查口模�、定徑套���、切割機(jī)等硬件是否存在雜物�、毛刺等���;
3.塑料管材生產(chǎn)線故障:內(nèi)表面出現(xiàn)溝痕
檢查內(nèi)管是否進(jìn)水���,如進(jìn)水則將剛出口模的管胚捏牢,使其內(nèi)腔封閉�;降低模具內(nèi)部溫度;清理并拋光模具��;
4.塑料管材生產(chǎn)線故障:管道內(nèi)部出現(xiàn)抖動(dòng)環(huán) 調(diào)整定徑套出水����,使其出水均勻;調(diào)整二室真空度����,使后室真空度略高于前室真空度�����;檢查真空密封墊是否過緊;檢查牽引機(jī)有否存在抖動(dòng)現(xiàn)象��;檢查主機(jī)出料是否均勻�;
5.塑料管材生產(chǎn)線故障:無真空
檢查真空泵進(jìn)水口是否堵塞,如堵塞�����,進(jìn)行疏通�;檢查真空泵工作是否正常;檢查真空管路是否漏氣�;檢查芯模壓緊螺釘中間的小孔是否堵塞,如堵塞��,用細(xì)鐵絲疏通��;
6.塑料管材生產(chǎn)線故障:管材外圓尺寸超差: 調(diào)整真空度大小可改變外園尺寸����;調(diào)整牽引速度可改變外園尺寸�����;修正定徑套內(nèi)孔尺寸�;
7.塑料管材生產(chǎn)線故障:管材圓度超差
調(diào)整真空定型機(jī)���、噴淋箱內(nèi)噴嘴角度����,使管材冷卻均勻�����;檢查真空定型機(jī)���、噴淋箱內(nèi)水位高度����、水壓表壓力�����,使噴淋量大而有力�����;檢查真空定型機(jī)、噴淋箱水溫狀況��,若>35℃�����,需配置冷凍水系統(tǒng)或增加噴淋冷卻箱��;檢查水路�����,清洗過濾器����;調(diào)整工藝�;檢查并修正定徑套內(nèi)孔園度;調(diào)整管材導(dǎo)向夾持裝置,以修正管材的橢圓度�;
8.塑料管材生產(chǎn)線故障:管材壁厚不均勻
在模具上調(diào)整壁厚;調(diào)整真空定型機(jī)及噴淋箱內(nèi)噴嘴角度����,使管材冷卻均勻��;調(diào)整定徑套出水���,使其出水均勻;拆開模具��,檢查模具內(nèi)部螺釘是否松動(dòng)���,并重新擰緊���;
9.塑料管材生產(chǎn)線故障:塑化溫度過高
調(diào)整工藝;調(diào)整模具芯部加熱溫度���,并對(duì)模具內(nèi)部通風(fēng)冷卻�;螺桿的剪切熱太高���,更換螺桿�����;
10.塑料管材生產(chǎn)線故障:切割計(jì)長(zhǎng)不準(zhǔn)確 檢查計(jì)長(zhǎng)輪是否壓緊�;檢查計(jì)長(zhǎng)輪是否擺動(dòng),并擰緊計(jì)長(zhǎng)輪架固定螺栓�;檢查切割機(jī)行程開關(guān)有否損壞;檢查旋轉(zhuǎn)編碼器是否損壞����;旋轉(zhuǎn)編碼器接線有否脫焊(航空插頭座接觸是否良好);各單機(jī)外殼(PE端子)應(yīng)各自引接地線到1個(gè)總接地點(diǎn)可靠接地����,且該接地點(diǎn)應(yīng)有符合電氣接地要求接地樁,不允許各單機(jī)外殼(PE端子)串聯(lián)后接地�����,否則將引入干擾脈沖�����,引起切割長(zhǎng)度不準(zhǔn)�����;
11.塑料管材生產(chǎn)線故障:共擠標(biāo)識(shí)條問題 共擠標(biāo)識(shí)條擴(kuò)散:一般是由于用戶使用的共擠料選擇不當(dāng)造成�,應(yīng)使用PE等專用料��,必要時(shí)可降低擠出段溫度��;
共擠標(biāo)識(shí)條擠不出:將主擠出機(jī)停機(jī),先開共擠機(jī)��,開啟共擠機(jī)10分鐘左右再開主機(jī)�;
共擠標(biāo)識(shí)條太細(xì)或太寬:一般是由于共擠機(jī)擠出量與管材牽引速度不匹配造成,應(yīng)調(diào)節(jié)
共擠機(jī)變頻器頻率或改變牽引速度使二者速度能匹配����;
其次是共擠機(jī)下料段冷卻水套未通冷卻水的原因;
管材生產(chǎn)線在實(shí)際生產(chǎn)的過程中還會(huì)出現(xiàn)其它的異常情況����,要根據(jù)實(shí)際情況即使處理。
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...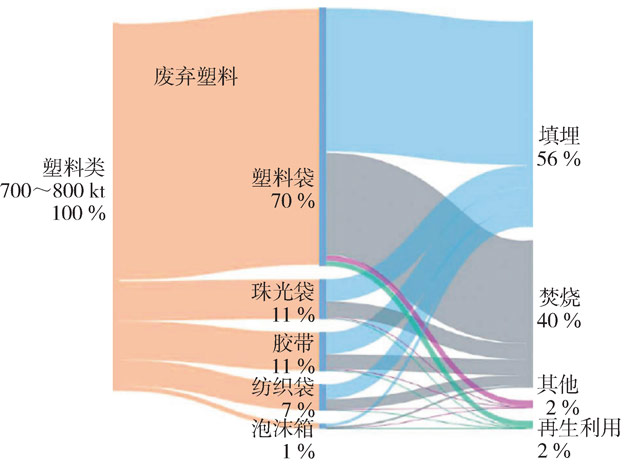 塑料包裝材料的減...
塑料包裝材料的減...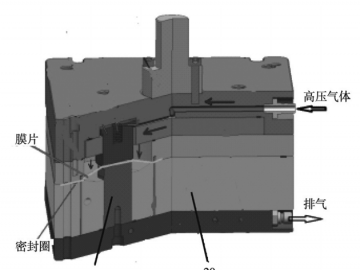 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...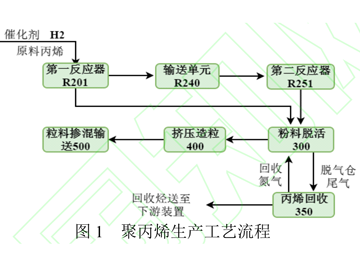 高性能注塑聚丙烯...
高性能注塑聚丙烯...













