ZSK320擠壓造粒機在線自動換網(wǎng)經(jīng)驗總結(jié)
陳興鋒��,牟 達(dá)�,姚圣兵
(中國石油廣西石化公司�,廣西欽州535000)
摘要:介紹了ZSK320系列擠壓造粒機的結(jié)構(gòu),討論了SWZ7000換網(wǎng)器在換網(wǎng)過程中遇到的問題并提出了解決方法��。通過采取調(diào)節(jié)擠壓造粒機負(fù)荷�����、調(diào)節(jié)筒體及模板溫度����、清理換網(wǎng)器滑道并涂抹硅油、調(diào)整節(jié)流閥開度等措施���,控制了熔融泵的進出口壓差����,從而提高了在線自動換網(wǎng)的成功率��,保證了擠壓造粒機的長周期連續(xù)平穩(wěn)運行����。
關(guān)鍵詞:ZSK320擠壓造粒機;在線自動換網(wǎng)����;熔融泵進出口壓差
中圖分類號:TQ051.9+3 文獻標(biāo)識碼:B 文章編號:1671-9905(2018)10-0064-03
中國石油廣西石化公司生產(chǎn)四部聚丙烯車間采用德國Coperion公司20萬t·a-1的ZSK320系列擠壓造粒機,用的是SWZ7000換網(wǎng)器�,換網(wǎng)器濾網(wǎng)是100目和150目的。本文對SWZ7000換網(wǎng)器在換網(wǎng)過程中遇到的問題進行了分析���,并提出了相應(yīng)的解決方法���,包括調(diào)節(jié)擠壓造粒機負(fù)荷�����、調(diào)節(jié)筒體及模板溫度���、清理換網(wǎng)器滑道并涂抹硅油、調(diào)整節(jié)流閥開度等�,以控制熔融泵的進出口壓差,從而提高在線自動換網(wǎng)的成功率�,保證擠壓造粒機的長周期連續(xù)平穩(wěn)運行。
1 ZSK320擠壓造粒機結(jié)構(gòu)
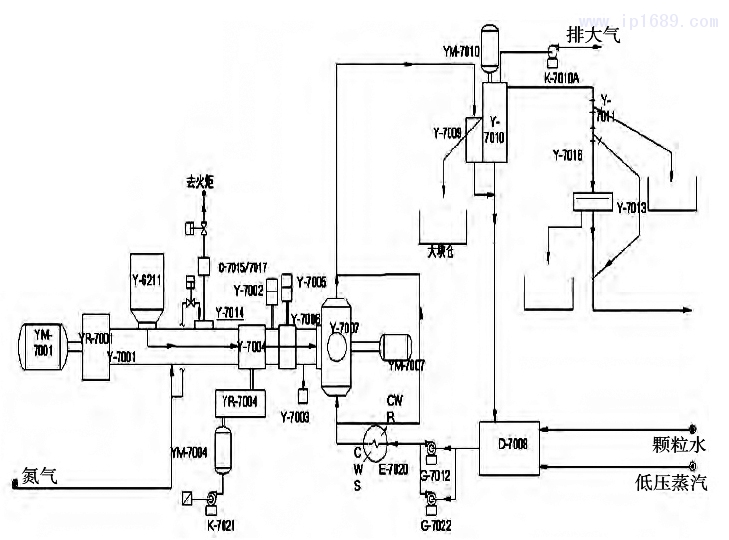
擠壓造粒系統(tǒng)由主電機及輔助電機(YM-7001)����、主齒輪箱(YR-7001)、進料料斗(Y-6211)�����、
筒體����、節(jié)流開車閥(YM-7002)�、熔融泵及電機(YM-7004)����、換網(wǎng)器(Y-7005)、切粒機(Y-7007)�����、液壓油系統(tǒng)以及粒料處理系統(tǒng)等組成(圖1)�。
圖1 擠壓造粒主要系統(tǒng)
擠壓機筒體共有9段�,根據(jù)螺桿的捏合塊形式,分為輸送區(qū)��、塑化區(qū)����、混煉剪切區(qū)、脫氣區(qū)��、均化區(qū)����、加壓區(qū)。筒體采用冷���、熱油系統(tǒng)進行調(diào)溫控制����,其中第一段筒體采用的是循環(huán)水冷卻,且筒體驅(qū)動端配有專用的WOODEX密封(螺桿密封)���,使用低壓氮氣作為密封���。冷、熱油系統(tǒng)介質(zhì)均為導(dǎo)熱油��,采用電加熱的方式���,其中脫氣段導(dǎo)熱油筒體只有熱油系統(tǒng)��,沒有冷油進行調(diào)節(jié)�����,脫氣系統(tǒng)帶有3個脫氣罐和特殊設(shè)計的脫氣口�。
節(jié)流開車閥(YM-7002)直接連接到最后一個混煉螺桿的截面上��,調(diào)整內(nèi)置節(jié)流閥瓣�����,可以影響熔體能量的儲存或轉(zhuǎn)移到加工部分。節(jié)流閥瓣被設(shè)計成一個圓盤�����,兩個點繞著一個水平軸旋轉(zhuǎn)��,由電機驅(qū)動進行左右調(diào)整���,在軸上設(shè)置的電位器決定節(jié)流瓣的位置指示。開車閥由1個閥體和驅(qū)動機構(gòu)組成����,在殼體中集成的啟動閥由1個主軸和1個液壓旋轉(zhuǎn)動作執(zhí)行機構(gòu)組成,該主軸可開啟和關(guān)閉��,被用來確定熔體的排放方向�����,開啟時����,處理部分的熔體被排放
到地板上����,以防止非規(guī)范熔體到達(dá)下游部件�����,當(dāng)主軸旋轉(zhuǎn)90°時���,熔體流動到下游處理單元���。
熔融泵位于開車節(jié)流閥后,其作用是增加物料壓力����,滿足換網(wǎng)器和切粒機的壓力。熔融泵包括變頻電機���、齒輪箱�、齒輪泵等部分���。其中齒輪箱設(shè)有潤滑油系統(tǒng)��,帶有2臺油泵��,1個油冷卻器����,2個互為備用的油過濾器。齒輪泵本體帶有1套油溫控制系統(tǒng)��,溫度控制系統(tǒng)有油加熱和冷卻兩個系統(tǒng)�。
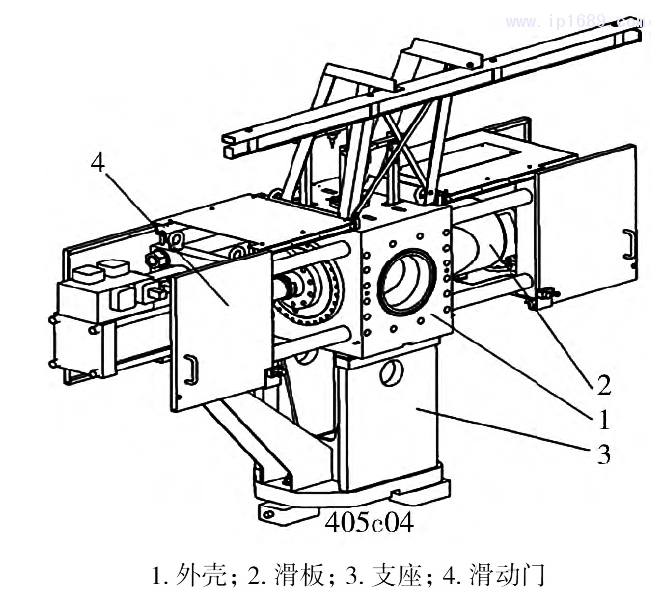
在復(fù)合裝置中,需要通過篩網(wǎng)來過濾熱塑性熔體(圖2)�。換網(wǎng)器(Y-7005)通過螺栓連接到擠壓機上下游單元,主要由3個部分組成:1)外殼�,安裝在支座上。外殼上的冷卻板用于防止熔體從密封間隙流出����,冷卻板與除鹽水冷卻水回路相連��;2)滑板���,安裝在外殼的座孔內(nèi)�����,滑板上有2個孔���,各裝1個過濾網(wǎng)��;3)支座��,換網(wǎng)器安裝在支座上�,由支座吸收換
網(wǎng)器因熱膨脹產(chǎn)生的軸向位移����。支座的裝配面決定換網(wǎng)器軸向的精確對準(zhǔn),用固定器將支座錨固在基礎(chǔ)上�����;4)滑動門�,上裝有機械鎖,由按鍵傳遞系統(tǒng)控制關(guān)閉的門位置����,只有當(dāng)所有滑門都關(guān)閉時,才能移動滑板����。
圖2 換網(wǎng)器結(jié)構(gòu)
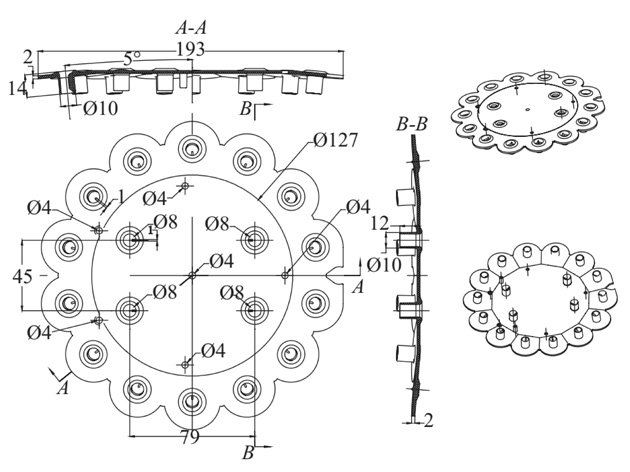
如圖3所示,每個過濾網(wǎng)片包括以下組件:網(wǎng)芯固定板、支撐架��、網(wǎng)芯����。經(jīng)過高溫加熱后,液壓缸能在3s內(nèi)將滑板移至對面位置�。切換時,滑動板由液壓缸沿橫向向熔體流動方向移動���,滑動板從一個過濾器插入到另一個過濾器內(nèi)完成過濾網(wǎng)切換���,移動滑板所需的動力由單獨安裝的液壓單元提供。
圖3 濾網(wǎng)結(jié)構(gòu)
聚丙烯熔融物料從換網(wǎng)器流入到模板�����,切粒機(Y-7007)的旋轉(zhuǎn)切刀將模板孔流出的物料在模板表面切成均勻的顆粒��。切粒水從下部流入到切粒水室����,顆粒被切粒水冷卻后隨切粒水流到離心式干燥器進行干燥分離�。干燥分離后的物料進入振動篩(Y-7013)進行分級篩檢,合格的物料進入擠壓機組出料料斗后���,通過風(fēng)送系統(tǒng)送到合格料倉�����,然后送到庫房進行包裝�����。經(jīng)干燥器分離下來的切粒水�����,經(jīng)過濾器過濾后進入切粒水箱(D-7008)循環(huán)使用���。
2 ZSK320在線自動換網(wǎng)出現(xiàn)的問題及解決方法
2.1 在線自動換網(wǎng)遇到的問題
自2010年9月擠壓造粒機組投入運行開始�,由于種種原因�����,一直無法實現(xiàn)在線自動換網(wǎng)�。2013年3月大檢修期間,邀請Coperion工程師對換網(wǎng)器進行了調(diào)試���,仍未能實現(xiàn)在線自動換網(wǎng)�。調(diào)研發(fā)現(xiàn)有以下幾方面的原因:1)動力不足,換網(wǎng)器液壓油系統(tǒng)儲能器的壓力不夠�����,導(dǎo)致切換速度慢����;2)液壓換向系統(tǒng)動作慢,液壓油臟��,導(dǎo)致電磁閥卡塞����;3)換網(wǎng)器液壓缸內(nèi)部活塞的密封件損壞;4)最主要的原因�,是每次換網(wǎng)過程中都會出現(xiàn)熔融泵進出口壓差(PD41420/PV)高報聯(lián)鎖(20.787MPa),導(dǎo)致停車����。
2.2 解決方法
2.2.1 換網(wǎng)器液壓油系統(tǒng)的解決方案
1)在2016年大檢修期間,對儲能器進行了檢查���,消除了接管漏點,保持壓力維持在正常范圍之內(nèi),離線切換動作快速靈活���;
2)更換整個系統(tǒng)的液壓油��,清理油箱并更換液壓油過濾器����,保證整個液壓油系統(tǒng)干凈�����;
3)更換了換向電磁閥���,保證切換順暢��;
4)對換網(wǎng)器液壓油缸內(nèi)部活塞密封件進行了檢查和更換�。
2.2.2 熔融泵進出口壓差高報聯(lián)鎖停車的解決方案
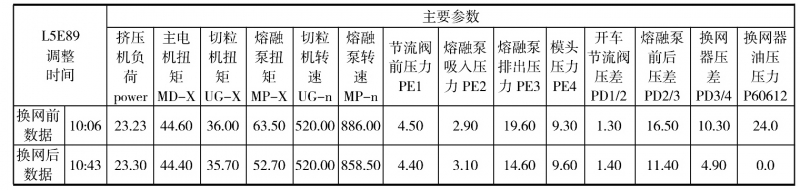
由大量的換網(wǎng)實踐經(jīng)驗發(fā)現(xiàn)�����,PD41411/PV和PD41421/PV兩個壓力信號在換網(wǎng)過程中基本不會出現(xiàn)單獨觸發(fā)聯(lián)鎖停車的情況��,絕大多數(shù)情況都是熔融泵進出口壓差(PD41420/PV)高報導(dǎo)致聯(lián)鎖停車���。同時�����,對PD41420/PV的壓力趨勢圖進行認(rèn)真分析后發(fā)現(xiàn)���,從換網(wǎng)開始到PD41420/PV采集到換網(wǎng)壓力峰值�����,這之間大概有3~5s的時間延遲���,如果壓力的峰值在這個時間段內(nèi)越快通過,那么在線自動換網(wǎng)的成功率就會越高��;反之�����,如果超過5s或以上�����,那么換網(wǎng)成功率就會很低�,甚至?xí)?dǎo)致?lián)Q網(wǎng)失敗�����。因此,熔融泵進出口壓差(PD41420/PV)大概有3~5s左右的時間�����,讓切換過濾網(wǎng)時產(chǎn)生的壓力峰值通過�����,如果在這個時間段內(nèi)���,切換過濾網(wǎng)的壓力峰值還未通過�����,且超過了PD41420/PV的連鎖邏輯值����,勢必會造成在線自動換網(wǎng)的失敗����。因此我們考慮通過兩個途徑來提高在線自動換網(wǎng)的成功率:一是在切換過程中通過調(diào)節(jié)擠壓造粒機的各參數(shù)����,保證在切換過程中����,熔融泵進出口壓差峰值(16.87MPa)不超過邏輯聯(lián)鎖值(表1);二是在切換過程中����,使熔融泵進出口壓差峰值在采集波峰信號的延遲時間內(nèi)快速通過,使得PD41420/PV采集到的是波峰后的數(shù)據(jù)��,保證采集到的壓力值不超過邏輯連鎖值�����。
表1 L5E89在線自動換網(wǎng)前后參數(shù)對照表
從以上兩點可以看出��,要想提高在線自動換網(wǎng)的成功率���,一方面要提高在線換網(wǎng)的速率��,另一方面要降低換網(wǎng)過程中熔融泵進出口壓差的峰值����。目前我們采取的措施有:
1)提前4h將備用濾網(wǎng)安裝到位,測量過濾網(wǎng)安裝口平面尺寸�����,確保完全安裝入內(nèi)��,保證備用過濾網(wǎng)預(yù)熱正常���,并提前0.5h關(guān)閉換網(wǎng)器冷卻水,提高備用濾網(wǎng)的溫度�,降低物料通過濾網(wǎng)時的阻力,從而降低熔融泵進出口壓差�����;
2)清理換網(wǎng)器滑道�,涂抹上硅油,保持滑道的清潔��,便于滑道在切換時快速通過�����,從而提高換網(wǎng)速率���;
3)根據(jù)不同的生產(chǎn)牌號和熔融指數(shù)�����,調(diào)整節(jié)流閥開度和生產(chǎn)負(fù)荷��,保證熔體具備一定的穿透速率���。需要注意的是����,節(jié)流閥開度和生產(chǎn)負(fù)荷的控制需要根據(jù)實踐經(jīng)驗進行調(diào)整�����,負(fù)荷過高���,熔融泵前后壓差會上升����,負(fù)荷過低��,則會對穿透速率造成一定影響。另外還可以適當(dāng)提高筒體導(dǎo)熱油溫度和模板溫度����,增加熔體的流動性,降低流體阻力�。
3 結(jié)論
本文對擠壓造粒機在線自動換網(wǎng)時遇見的問題進行探討,得出結(jié)論���,要想提高在線自動換網(wǎng)的成功率�����,一是要調(diào)節(jié)各參數(shù),降低換網(wǎng)過程中熔融泵進出口壓差的峰值����;二是要提高在線換網(wǎng)的速率,讓熔融泵進出口壓差的峰值盡快通過���,使得PD41420/PV采集到的數(shù)據(jù)不超過邏輯連鎖值����??偟膩碚f就是保證換網(wǎng)器的換網(wǎng)速率,并通過調(diào)節(jié)擠壓機的生產(chǎn)負(fù)荷、節(jié)流閥開度�����、熔體溫度等��,使得在減少熔體阻力的同時�,又讓其保持一定的穿透速率,能夠快速通過切換過來的備用過濾網(wǎng)�����,從而提高在線自動換網(wǎng)的成功率����。
參考文獻:
[1]閆曉東.CWPZSK350擠壓機運行優(yōu)化控制[J].內(nèi)蒙古石油化工,2013(13):77-78.

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...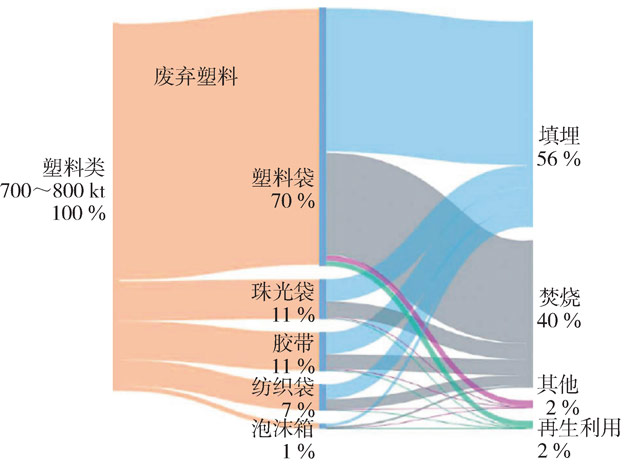 塑料包裝材料的減...
塑料包裝材料的減...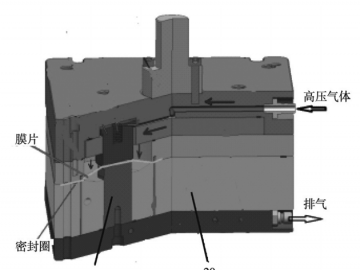 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...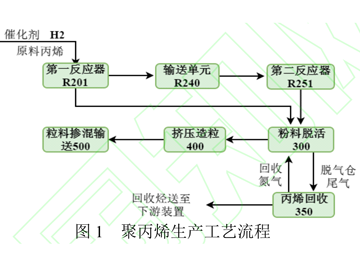 高性能注塑聚丙烯...
高性能注塑聚丙烯...





