注塑機上面有兩個模板,一塊不懂����,稱為定模板;另外一塊可以移動����,稱為動模板。模具就分別通過螺釘和壓板固定在這兩塊模板上����。開模時,注塑機的動模板移動��,從而帶動把模具打開�����。
模具制造完畢����,就要進行注塑成型����,上注塑機���,開始打產品。然而注塑機的型號很多����,每種注塑機都有自己的參數(shù)。設計模具必須要能夠滿足客戶提供的注塑機型號要求����,否則將無法生產。
注塑機的設計參數(shù)很多����,下面重點談一下與模具有關的幾種參數(shù),希望讀者具體設計模具是注意�。
1. 注塑量
注塑量是注塑機在生產時一次能射出熔膠的最大質量值(或容積值),代表了此種型號注塑機最大注塑能力�。設計的模具一模所用的熔膠量要小于注塑機的注塑量。否則����,產品打不滿�,無法進行生產����。
2.鎖模力
索命弄了是注塑機在模具閉合時對模板的壓緊力。被成型制品在成型時所需要的鎖模力必須小于所選注塑機的額定鎖模力���。否則����,熔膠容易從分型面處跑膠�����,產生飛邊����。
3.拉桿間距
在注塑機定模板和動模板死角有四根拉桿,他們的作用是為了保證注塑機有足夠的強度和剛度���,同時負責滑動模板��。但它往往會限制模具的外形尺寸�����,因為模具安裝時是從拉桿中間吊進去的�����。
模具外形尺寸不能同時大于他們對于的拉桿間距���,如果模具的長度尺寸有一個超過了拉桿間距,則看看模具是否通過旋轉吊入拉桿車間����,如果旋轉吊入也無法進行,那么只能更改模具尺寸��,或是更換注塑機�����。
4.噴嘴尺寸校核
注塑機噴嘴頭一般為球面��,在選擇澆口套的時候�,應該=使?jié)部谔椎那蛎姘霃脚c噴嘴球面半徑吻合。為防止高壓熔體從噴嘴與澆口套的接觸間隙溢出��,一般澆口套的球半徑應比噴嘴求半徑,同時主流道小端尺寸也應比噴嘴孔尺寸稍大�,這樣可使噴嘴與澆口套對位容易 (文章來源于網絡)
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...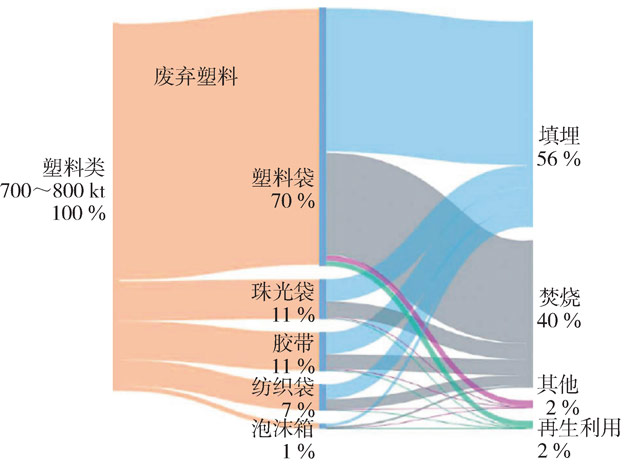 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...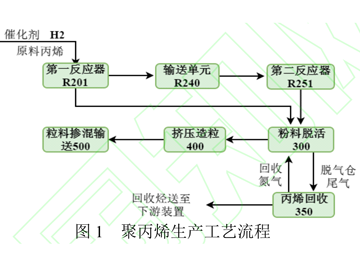 高性能注塑聚丙烯...
高性能注塑聚丙烯...





