ABS樹脂兼具苯乙烯樹脂的耐沖擊性與AS樹脂的耐油性��。由于ABS是由三種單體共聚而成����,能表現(xiàn)三種組分的協(xié)同作用。盡管ABS樹脂有很多類型���,但所用的著色劑基本是相同的���。
用于ABS的著色劑要求耐熱性和耐候性好���,遮蓋力強(qiáng)。常用的著色劑有鈦白粉�、鎘系顏料、鐵紅���、群青��、炭黑等無機(jī)顏料以及酞青顏料����、喹吖啶酮系有機(jī)顏料�����。
由于ABS中含有橡膠成份���,著色時(shí)會(huì)出現(xiàn)顏色著色不均勻�����。染色不一樣��,反射不一樣����,看到的色光也就不一樣����。如果上色濃一些可以彌補(bǔ)這種缺點(diǎn)。所以著色劑用量比較大��,一般在2%左右���;鈦白粉的添加量有甚者高達(dá)10%�。
著色劑用量大�,所以必須考慮著色劑的分散難題。此外���,ABS樹脂受熱和紫外線照射容易變色�����,所以必須選擇變化性比較小的顏料�。
顏料對(duì)ABS樹脂紫外線老化的影響
與聚苯乙烯及其他塑料相同,ABS受紫外線照射會(huì)促進(jìn)老化�,特別是其有二聚結(jié)合的橡膠成份更容易受紫外線影響。因此���,如制品長(zhǎng)時(shí)間在室外暴露會(huì)變色�����,耐沖擊強(qiáng)度降低���。
但是若在ABS材料混入無機(jī)或有機(jī)顏料后制成制品,即使在室外長(zhǎng)時(shí)間暴露其強(qiáng)度幾乎沒有任何變化���。
另外��,洛氏硬度���、拉伸強(qiáng)度的變化也微乎其微。以上情況說明了紫外線影響僅殘留在著色物體的表面上����,著色物體的表面將紫外線反射或吸收,從而形成表面層對(duì)內(nèi)部起保護(hù)作用。
成型物的內(nèi)部幾乎受不到紫外線影響��,因而物性變化小��。相比之下本色樹脂的老化程度就明顯些���。一般紫外線吸收能力越大的顏料��,抑制老化效果越大��。
因此�����,在選擇ABS樹脂用顏料時(shí)要充分考慮到對(duì)樹脂的影響,如室外使用的ABS樹脂制品����,盡可能使用濃度高、遮蓋力強(qiáng)的合適顏料以便能改善聚合物本身的耐光性���。
顏料對(duì)ABS樹脂熱老化的影響
ABS樹脂由于橡膠成份的交聯(lián)�,隨著熱老化變色的同時(shí)���,拉伸強(qiáng)度��、屈服值增加��,而沖擊值��、延伸率顯著降低�����。
另外���,同樣由于橡膠成分及加工條件的不同�����,著色制品本身的顏色會(huì)產(chǎn)生相當(dāng)大的變化��。至于顏料的不同含量的多少?gòu)亩鹕{(diào)的若干差別是不言而喻的了����。
從ABS樹脂本身的變色以及由于顏料的變色掩蓋能力的限制來看���,加工范圍限定在230~250℃���。當(dāng)然在溫度越高情況下�,ABS樹脂的熱變化越明顯�����。
但是往往在考慮聚合物本身的穩(wěn)定性的同時(shí)嘗試通過選擇適當(dāng)?shù)念伭蟻硌谏w其變色狀況��。由于ABS中橡膠成份的交聯(lián)及加工條件不同����、顏料不同、顏料含量不同��,在熱老化過程中�,制品顏色的變化相當(dāng)大�。
ABS樹脂著色加工問題在塑料著色中,必須了解成型工藝對(duì)著色效果的作用���,正確掌握成型工藝是保證著色效果的重要手段�。干燥ABS樹脂是吸水樹脂���,在倉(cāng)庫(kù)里吸收水分率通常為0.3%~0.4%���。因此��,ABS樹脂使用前必須經(jīng)過充分干燥處理�。如果預(yù)干燥不充分��,擠出制品就會(huì)出現(xiàn)泡孔��,造成表面?zhèn)?�,表面粗糙�、氣泡等現(xiàn)象。
摻混ABS樹脂著色濃度一般是1%~3%��,ABS樹脂與著色劑有足夠的混合時(shí)間���,使之混合均勻���,根據(jù)混合設(shè)備不同,時(shí)間控制在3~10min��。著色劑最好選用色母料��,稀釋比為5%����。如使用粉料著色劑����,著色劑最好用250目篩網(wǎng)過濾一下�����,否則會(huì)出現(xiàn)色點(diǎn)�,稀釋比為2%左右。
著色工藝
ABS樹脂著色一般使用擠出機(jī)就可以��,擠出機(jī)功率最好是加工聚苯乙烯���、聚乙烯的1.5倍��。螺桿可采用杜爾梅奇型���,螺桿的壓縮比通常是(3:1)~(4:1)為宜。長(zhǎng)徑比18—22左右�����。ABS著色樹脂的成型溫度一般控制在180~230℃���。
背壓對(duì)于著色樹脂的熔體混合很重要����,適宜的背壓可增加制品表面光澤��,減少或消除色斑�����,使著色劑的分散性達(dá)到最佳狀態(tài)����。
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...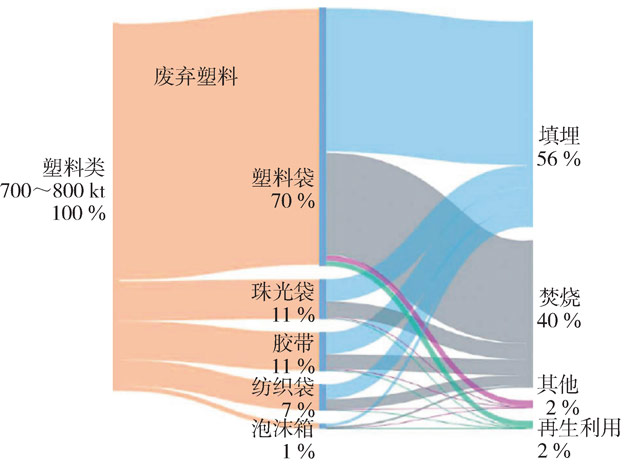 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...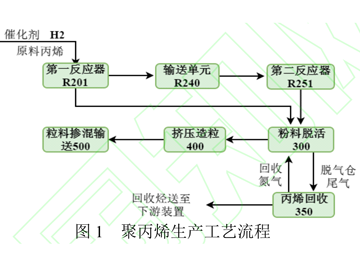 高性能注塑聚丙烯...
高性能注塑聚丙烯...













