影響注射模冷卻的因素很多如塑件的形狀和分型面的設(shè)計(jì)��,冷卻介質(zhì)的種類�����、溫度���、流速,冷卻管道的幾何參數(shù)及空間布置�����,模具材料��,熔體溫度,塑件要求的頂出溫度和模具溫度�����、塑件和塑料模具間的熱循環(huán)交互作用等�����。
(1) 低的模具溫度可降低塑件的成型收縮率���。
(2) 模具溫度均勻�����、冷卻時(shí)間短���、注射速度快可以減小塑件的翹曲變形。
(3) 對(duì)于結(jié)晶性聚合物���,提高模具溫度可使塑件尺寸穩(wěn)定�,避免后結(jié)晶現(xiàn)象����,但是將導(dǎo)致成型周期延長(zhǎng)和塑件發(fā)脆的缺陷��。
(4) 隨著結(jié)晶型聚合物的結(jié)晶度的提高�����,塑料的耐應(yīng)力開裂性降低���,因此降低模具溫度是有利的。但對(duì)于高粘度的無定型聚合物��,由于其耐力開裂性與塑件的內(nèi)應(yīng)力直接相關(guān)���,因此提高模具溫度和充模速度���,減少補(bǔ)料時(shí)間有利的。
(5) 提高模具溫度可以改善塑件的表面質(zhì)量�。模具溫度的確定 注射成型工藝過程中,模具溫度直接影響到塑料的充模�����、塑件的定型�����、模塑周期和塑件質(zhì)量��。
而模具溫度的高低取決于塑料結(jié)晶性��、塑件尺寸與結(jié)構(gòu)���、性能要求以及其它工藝條件如熔料溫度�、注射速度�、注射壓力和模塑周期等。對(duì)于無定型聚合物��,其熔體在注入模腔后隨著溫度的降低而固化�����,但并不發(fā)生相的轉(zhuǎn)變����,模溫主要影響熔體的粘度,即充模速率�����。
因此,對(duì)于熔融粘度較低和中等的無定型塑料如聚苯乙烯��、醋酸纖維素等��,采用較低的模具溫度可以縮短冷卻時(shí)間����。
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...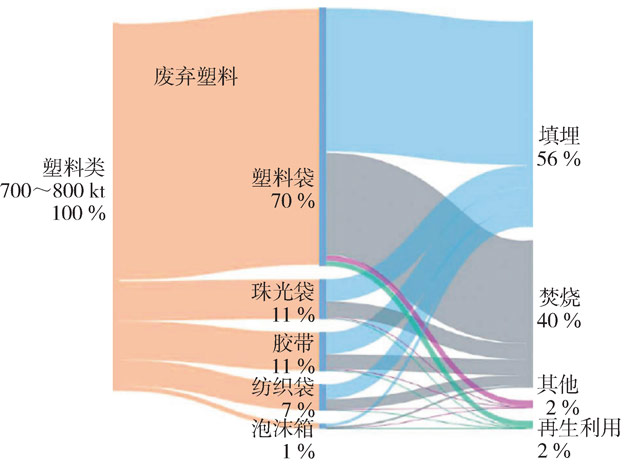 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...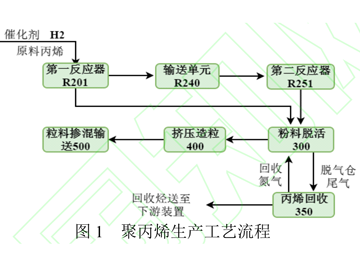 高性能注塑聚丙烯...
高性能注塑聚丙烯...













