氯化聚氯乙烯管的擠出成型工藝條件與普通聚氯乙烯管的擠出成型工藝條件比較相似�,略有區(qū)別之處是擠出成型用設(shè)備零件的質(zhì)量要求高些��;工藝溫度的波動(dòng)范圍控制要求比較嚴(yán)些。
⑴氯化聚氯乙烯管擠出成型工藝順序:按CPVC管成型用料配方分別把各種原料計(jì)量→把原料投入混合機(jī)中攪拌混合均勻→混合均勻料降溫冷攪拌→擠出機(jī)塑化原料使其呈熔融態(tài)→模具成型管坯→真空定徑冷卻定型→冷卻水箱把管材降溫→牽引→商標(biāo)打印→切割→管端擴(kuò)口→檢驗(yàn)→包裝入庫(kù)�����。
⑵設(shè)備選擇:原料混合用高速混合機(jī)��,要求轉(zhuǎn)速為800~1000r/min�,上蓋有排氣裝置,轉(zhuǎn)達(dá)可調(diào)����。原料混合均勻后用于降溫用攪拌機(jī),轉(zhuǎn)速低����,可通循環(huán)冷卻水降溫。
塑化原料可用單螺桿擠出機(jī)或雙螺桿擠出機(jī)���。粒料成型如用單螺桿擠出機(jī)�����,螺桿結(jié)構(gòu)應(yīng)是螺紋深度逐漸加深型(即等距不等深漸變型螺稈)�����,長(zhǎng)徑比L/D=22~25�����;如用雙螺桿擠出機(jī)��。
應(yīng)選用同向旋轉(zhuǎn)型�����、工作轉(zhuǎn)速低20r/min�����、成型模具溫度為200℃左右�����;如用粉料擠出成型�����,應(yīng)選用異向旋轉(zhuǎn)雙螺桿擠出機(jī)擠出成型�����。單螺桿擠出機(jī)擠出塑化原料時(shí)����,螺桿可通循環(huán)油調(diào)溫,設(shè)備應(yīng)有較好的排氣裝置�;機(jī)筒采用循環(huán)水或循環(huán)油降溫較適宜,注意工藝溫度波動(dòng)控制在±5℃左右�����。采用普通平行雙螺桿擠出機(jī)擠塑CPVC粉料較適合�。擠出機(jī)的機(jī)筒與成型模具間不加多孔板;螺桿工作處應(yīng)設(shè)有過(guò)載保護(hù)裝置��。
模具結(jié)構(gòu)中要求芯鈾的收縮角要小于60°����;平直段長(zhǎng)應(yīng)是擠出管材直徑的2倍左右,同時(shí)此段要有能控制芯軸溫度的加熱和冷卻降溫裝置�����,以保持此段溫度控制平穩(wěn)����,使管材內(nèi)壁光滑����。為提高芯軸的抗腐蝕能力���,芯軸及模具中各熔料通道工作面應(yīng)鍍鉻層����。
⑶成型工藝操作及溫度控制:
①CPVC樹(shù)脂投產(chǎn)前應(yīng)在80°烘箱中干燥處理2~4h�,以去掉原料中水分。
②計(jì)量后的原料投入高速混合機(jī)中混合攪拌�����,料溫達(dá)115℃左右�。
③高速配混后的高溫料在低速攪拌機(jī)內(nèi)降溫,直到料溫達(dá)40℃左右���。
④擠出機(jī)擠塑原料呈熔融態(tài)用工藝溫度如下:
單螺桿擠出機(jī)擠塑溫度:
機(jī)筒的加料段160℃,塑化段170℃��,均化段180℃���,成型模具溫度185℃~190℃�����。雙螺桿擠出機(jī)擠塑溫度:機(jī)筒加料段188℃~195℃�,塑化段180℃~188℃,均化段175℃~180℃�����,成型模具溫度175℃~190℃�。芯軸工作溫度160℃~170℃;螺桿循環(huán)油溫度:100℃~120℃����。
⑷工藝操作要點(diǎn):氯化聚氯乙烯管的擠出成型與聚氯乙烯管擠出成型比較,難度較大���,由于氯化聚氯乙烯熔體黏度高(比PVC樹(shù)脂黏度大2倍左右)�����,流動(dòng)性差��,成型較困難��,而且生產(chǎn)過(guò)程中熔體又很容易分解�����,所以對(duì)氯化聚氯乙烯樹(shù)脂的擠出成型生產(chǎn)應(yīng)注意下列幾個(gè)問(wèn)題��。
①氯化聚氯乙烯樹(shù)脂投產(chǎn)前一定要進(jìn)行干燥處理�,在80℃的烘箱中干燥處理2 ~4h,必要時(shí)高速混合后的原料還應(yīng)用40目篩網(wǎng)過(guò)篩一次����,然后即投入擠出機(jī)料斗內(nèi)生產(chǎn) (注意:高速混合機(jī)混合料時(shí)不宜加熱升溫)。
②成型管材的原料配方中要注意穩(wěn)定劑及其他加工助劑的選擇���,應(yīng)以能加強(qiáng)改善熔體流動(dòng)性和提高原料熱穩(wěn)定性為主�。必要時(shí)可先把配方料混合好����。取小樣試驗(yàn),放在230℃烘箱中2h����,如無(wú)明顯變色分解現(xiàn)象�,則說(shuō)明輔助料選擇較合理合理(高速混合后的料溫度在115℃~120℃范圍)。
③氯化聚乙烯管的擠出成型用工藝溫度略高于PVC 管的擠出工藝溫度。但要注意溫度控制波動(dòng)不能大于±5℃�。
④在生產(chǎn)CPVC管過(guò)程中,如發(fā)現(xiàn)有停電�、設(shè)備故障、熔料有可能分解跡象或模具口冒出煙氣時(shí)����,應(yīng)立即停止向機(jī)筒內(nèi)供料,用PVC樹(shù)脂清除機(jī)簡(jiǎn)和模具內(nèi)CPVC熔料�,然后再停機(jī)排除故障。
⑤CPVC熔料分解時(shí)放出的HCI氣體對(duì)人體有害���,要注意生產(chǎn)車(chē)間的通風(fēng)�。
⑥用于生產(chǎn)CPV樹(shù)脂的擠出機(jī)機(jī)筒�,螺桿和成型模具內(nèi)的熔料流經(jīng)面要進(jìn)行防腐處理,以延長(zhǎng)設(shè)備零件的使用壽命��。
⑦原料混合攪拌用捏合機(jī)上蓋應(yīng)有排氣口(用400目銅網(wǎng)或布袋封住排氣口)����,以方便水蒸氣的排出。
⑧選用CPVC管擠出成型用擠出機(jī)�����。要注意擠出機(jī)機(jī)筒工作時(shí)的排氣和工藝溫度控制穩(wěn)定性等性能條件,如果這兩個(gè)條件達(dá)不到生產(chǎn)要求��,CPVC管的擠出成型要增加很大難度����,甚至無(wú)法生產(chǎn)。
⑨生產(chǎn)CPVC管時(shí)��,螺桿要通循環(huán)油降溫����;模具內(nèi)芯軸要有加熱和降溫裝置,工作中要合理地調(diào)節(jié)控制這兩個(gè)零件工藝溫度的穩(wěn)定性�����,以改善熔融料的流動(dòng)性����,保證制品的成型質(zhì)量(芯軸溫度的控制對(duì)管材內(nèi)壁成型質(zhì)量影響較大)。
⑩成型管材內(nèi)壁出現(xiàn)凸凹不平現(xiàn)象時(shí)����,應(yīng)在原料配方中加入或適當(dāng)增加丙烯酸酯類(lèi)加工助劑 (也可用甲基丙烯酸甲酯類(lèi)共聚物),以改善CPVC與PVC兩種樹(shù)脂混合的熔融溫度接近�;同時(shí)�����,要注意芯軸溫度的穩(wěn)定性控制。
CPVC管擠出成型用料配方中�����,可用CPVC與PVC兩種樹(shù)脂混合使用�����。但是��,要注意混合樹(shù)脂的維卡軟化溫度會(huì)隨著PVC樹(shù)脂加入量的增加而下降����。如配方中PVC為10份而CPVC為90份時(shí),維卡軟化溫度為110℃左右���;PVC為20份�、CPVC為80份時(shí)�����,維卡軟化溫度為105℃左右;PVC樹(shù)脂與CPVC樹(shù)脂各為50份時(shí)����,維卡軟化溫度為90℃左右。
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...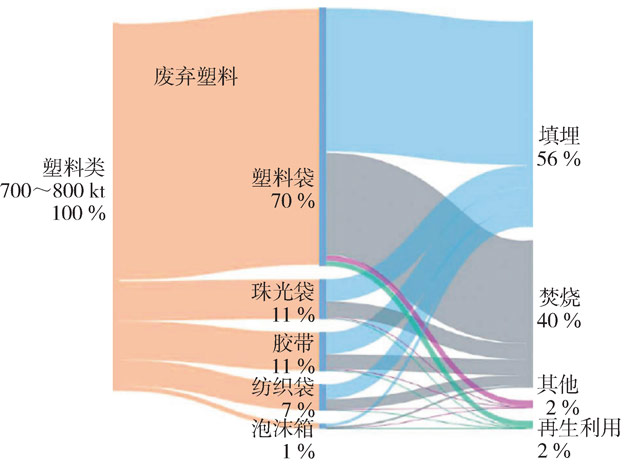 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I...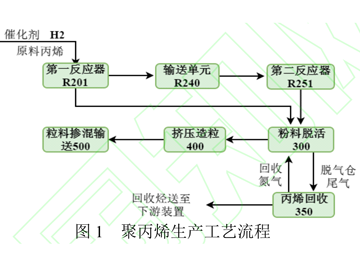 高性能注塑聚丙烯...
高性能注塑聚丙烯...













