<ul id="4wugk"></ul>
破6萬臺!伯朗特機器人銷量取得新突破
2024泰國國際橡塑展
塑料垃圾智能化分揀系統(tǒng)研究
拓斯達科技注塑裝備產(chǎn)品線總經(jīng)理-楊雙保
威猛巴頓菲爾科技(東莞)有限公司總經(jīng)理-劉毅
智能制造是未來發(fā)展必經(jīng)之路
超150家中國塑企堅定推進品牌出海 ——烏茲別克斯坦塑料橡膠展覽會

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...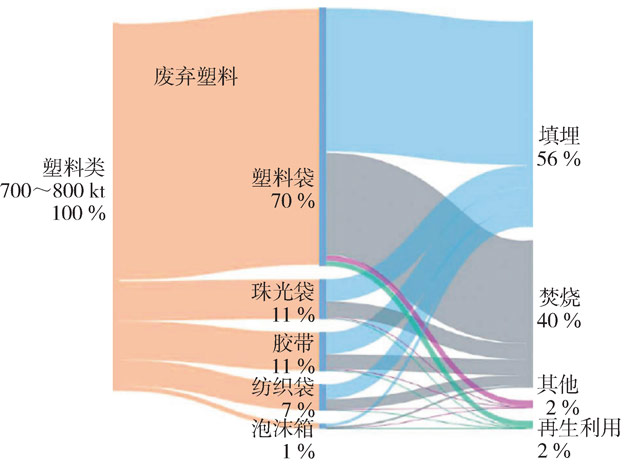 塑料包裝材料的減...
塑料包裝材料的減...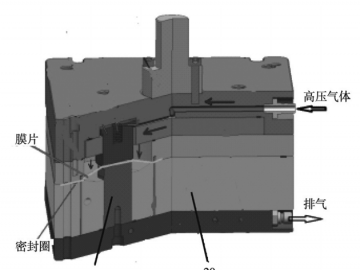 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...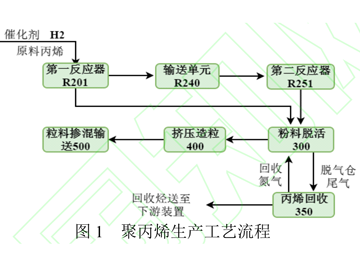 高性能注塑聚丙烯...
高性能注塑聚丙烯...





