王 丹1 薛 凱1 龐 博2
(1.天華化工機(jī)械及自動化研究設(shè)計院有限公司�;2.沈陽透平機(jī)械股份有限公司)
摘要 介紹了BOPET薄膜回收造粒系統(tǒng)的結(jié)構(gòu)和工作原理,針對系統(tǒng)中傳統(tǒng)控制模式存在的問題����,引入了PID控制算法和模糊控制算法����。實(shí)際應(yīng)用結(jié)果表明:機(jī)組上料輸送不穩(wěn)定��、切割壓實(shí)機(jī)料位不穩(wěn)定的問題均得到了解決�����,電機(jī)電流控制在120A±6%����,成品物料粒子質(zhì)量滿足要求。
關(guān)鍵詞 模糊控制 PID控制 BOPET薄膜 回收造粒 切割壓實(shí)機(jī) 料位 電機(jī)電流
聚對苯二甲酸乙二酯(PET)是一種高度可回收的塑料樹脂��,于1941年由杜邦公司的化學(xué)家在北美首次合成[1]�。PET經(jīng)過雙向拉伸法可以制成 BOPET薄膜,該膜具有強(qiáng)度高��、光學(xué)性能好��、產(chǎn)能大��、生產(chǎn)效率高及可回收等優(yōu)勢��,在隔膜����、建材�、包裝和印刷領(lǐng)域被廣泛應(yīng)用[2]���。在BOPET薄膜工業(yè)生產(chǎn)中�����,為降低成本和能耗����,保護(hù)環(huán)境防止污染���,普遍使用回收造粒系統(tǒng)對破膜和邊膜進(jìn)行回收造粒并重復(fù)利用��,使之產(chǎn)生良好的社會和經(jīng)濟(jì)效益[3]��。其中����,薄膜回收造粒系統(tǒng)的一項(xiàng)關(guān)鍵技術(shù)就是控制切割壓實(shí)機(jī)進(jìn)料�����。因生產(chǎn)線是連續(xù)生產(chǎn)的����,必須保證連續(xù)定量進(jìn)料。當(dāng)進(jìn)料量少于擠出機(jī)的出料量時����,回收機(jī)拉條會變細(xì),甚至斷條����,影響產(chǎn)品產(chǎn)量和生產(chǎn)進(jìn)度;當(dāng)進(jìn)料量多于擠出機(jī)的出料量時�����,物料會堆積在壓實(shí)料倉��,造成物料溫度過高���、物料結(jié)塊�,嚴(yán)重時會導(dǎo)致壓實(shí)機(jī)過載�����,造成巨大的經(jīng)濟(jì)損失。為了精準(zhǔn)控制切割壓實(shí)機(jī)的進(jìn)料量���,筆者提出一種BOPET薄膜回收造粒機(jī)組自動喂料控制改進(jìn)方法�,希望為解決行業(yè)中的類似問題提供一定的參考借鑒����。
1 薄膜回收造粒系統(tǒng)
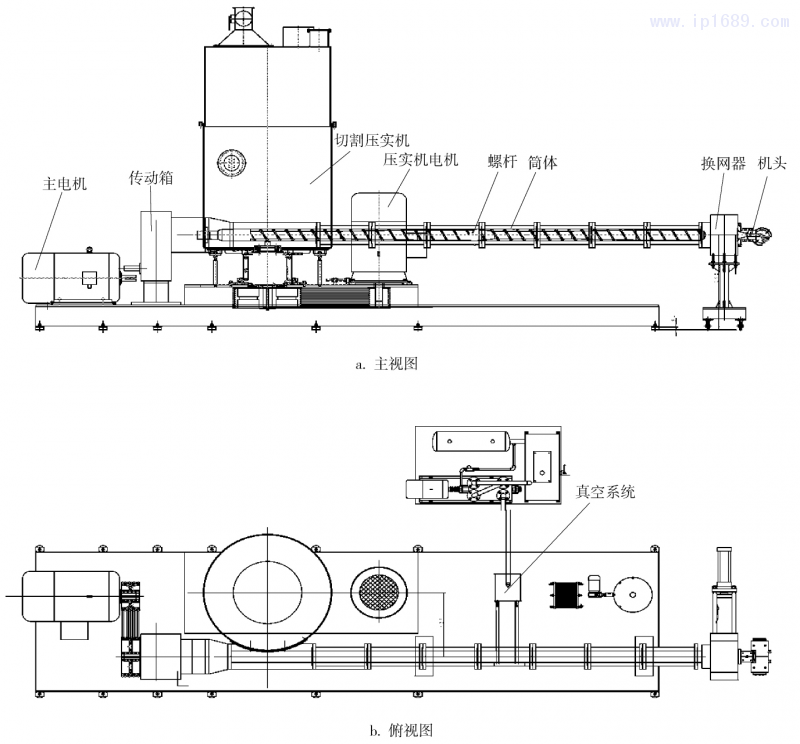
薄膜回收造粒系統(tǒng)(圖1)主要由破碎機(jī) 、破碎料倉��、原料輸送機(jī)����、切割壓實(shí)機(jī)、單螺桿擠出機(jī)�����、換網(wǎng)器和切粒機(jī)組成�。
圖 1 薄膜回收造粒系統(tǒng)示意圖
BOPET薄膜雙向拉伸生產(chǎn)線產(chǎn)生的破膜和邊膜經(jīng)過破碎機(jī)在線粉碎后被存儲在破碎料倉中。破碎料具有堆積密度大��、含水量高和輸送不均勻的特點(diǎn)��,因此無法通過傳統(tǒng)方式直接喂料進(jìn)入擠出機(jī)進(jìn)行造粒。為此���,在實(shí)際生產(chǎn)中引入切割壓實(shí)環(huán)節(jié),破碎料先通過原料輸送機(jī)輸送到壓實(shí)機(jī)料倉內(nèi)�,在旋轉(zhuǎn)刀盤切刀與破碎料的相互作用下產(chǎn)生摩擦熱,薄膜碎片受熱后卷曲收縮使堆密度不斷增加��。同時����,在壓實(shí)機(jī)旋轉(zhuǎn)刀盤高速旋轉(zhuǎn)離心力的作用下,破碎料被不斷壓實(shí)��。單螺桿擠出機(jī)的進(jìn)料口經(jīng)過特殊設(shè)計����,與壓實(shí)機(jī)料倉側(cè)面對接,從而使被壓實(shí)的破碎料不斷被推入擠出機(jī)����,進(jìn)而被擠出機(jī)螺桿帶走,進(jìn)行熔體造粒��。
2 傳統(tǒng)控制模式存在的問題
在薄膜回收造粒系統(tǒng)中����,為確保進(jìn)入擠出機(jī)的物料均勻穩(wěn)定�����,必須使壓實(shí)機(jī)中的破碎料保持在一定的料位���。然而,切割壓實(shí)機(jī)料倉的刀盤高速旋轉(zhuǎn)���,破碎料堆密度低��,各種形式的料位計都無法準(zhǔn)確��、直接地測量料倉的實(shí)際料位��。經(jīng)觀察發(fā)現(xiàn)�,壓實(shí)機(jī)料位與壓實(shí)機(jī)電機(jī)負(fù)載密切相關(guān)���,隨著原料料位的不斷增加���,原料重量增加,進(jìn)而使壓實(shí)機(jī)電機(jī)負(fù)載增大��,有功電流增加,且成正相關(guān)關(guān)系�����,因此可采用電機(jī)的有功電流來間接反映壓實(shí)機(jī)內(nèi)的料位���。
傳統(tǒng)的控制模式是采用超馳控制方法,即設(shè)定一個電機(jī)電流的高限�����,當(dāng)壓實(shí)機(jī)電機(jī)電流超過高限電流時��,表明壓實(shí)機(jī)料倉滿倉��,這時輸送電機(jī)停轉(zhuǎn)����,上游料倉不再送料;當(dāng)壓實(shí)機(jī)電機(jī)電流低于高限電流時����,表明壓實(shí)機(jī)料倉空倉,這時輸送電機(jī)運(yùn)轉(zhuǎn)連續(xù)送料[3]�。然而該控制模式存在一定的弊端,剛輸送進(jìn)切割壓實(shí)機(jī)的物料較輕,沒有被壓實(shí)���,不會迅速引起壓實(shí)機(jī)電流的變化���,存在一定的滯后性。在實(shí)際生產(chǎn)過程中���,滯后性將導(dǎo)致切割壓實(shí)機(jī)電機(jī)電流大幅振蕩�,振幅可達(dá)壓實(shí)機(jī)額定電流的15%左右��。這種不穩(wěn)定會造成后續(xù)擠出機(jī)進(jìn)料不穩(wěn)定���,扭矩上下波動幅度大����,熔體擠出拉條粗細(xì)不均���,粒子大小間歇性變化����,嚴(yán)重影響成品質(zhì)量��。
3 控制方法改進(jìn)
3.1 PID控制算法
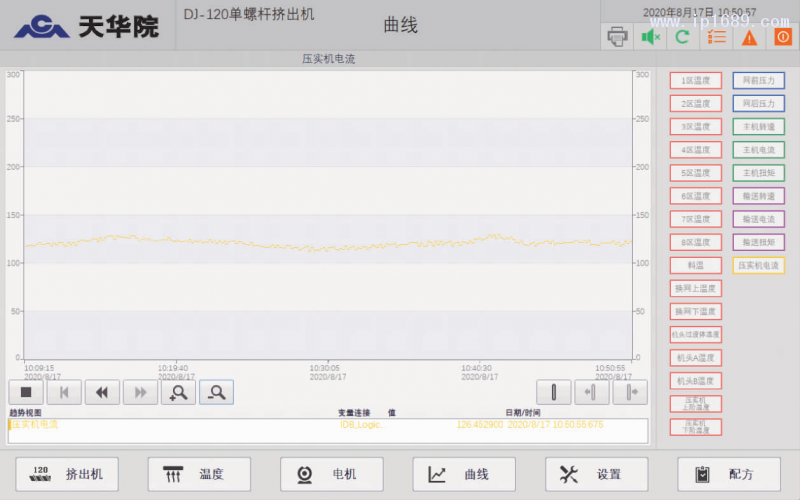
以天華化工機(jī)械及自動化研究設(shè)計院有限公司(以下簡稱天華院)DJ-120單螺桿擠出機(jī)為研究對象,引入PID控制算法���。首先將物料輸送電機(jī)改為變頻調(diào)速電機(jī)�,通過調(diào)節(jié)電機(jī)轉(zhuǎn)速��,使物料的輸送量連續(xù)可調(diào)節(jié)��。根據(jù)輸送電機(jī)轉(zhuǎn)速與切割壓實(shí)機(jī)電機(jī)電流變化的動態(tài)關(guān)系���,以切割壓實(shí)機(jī)電機(jī)電流設(shè)定值與實(shí)際值的偏差e作為PID控制器的輸入變量,以控制器的輸出控制量u來控制輸送電機(jī)轉(zhuǎn)速�,得到切割壓實(shí)機(jī)電機(jī)電流曲線如圖2所示,可以看出�,切割壓實(shí)機(jī)電機(jī)由于傳統(tǒng)控制模式導(dǎo)致電流波動大的現(xiàn)象得到了明顯改善,在穩(wěn)定狀態(tài)下����,電機(jī)電流基本保持在設(shè)定電流120A的±9%以內(nèi)。
圖2 引入PID控制算法后的壓實(shí)機(jī)電機(jī)電流曲線
然而�����,碎膜非常蓬松�����,導(dǎo)致上游破碎料倉容易“架橋”,輸送電機(jī)的轉(zhuǎn)速與實(shí)際物料的輸送量無法呈現(xiàn)良好的線性關(guān)系���,有時較低的轉(zhuǎn)速也會帶來大批的物料����。另外�����,由于PID控制器中的微分器對系統(tǒng)中的噪聲會有放大作用�,因此會導(dǎo)致輸出大幅變動,造成壓實(shí)機(jī)電機(jī)電流仍會每隔一段時間就出現(xiàn)不穩(wěn)定的情況����,嚴(yán)重時甚至需要人工干預(yù)。
3.2 模糊控制算法
為進(jìn)一步提高控制質(zhì)量���,消除噪聲干擾��,保證電機(jī)電流穩(wěn)定�,對PID參數(shù)采用動態(tài)化調(diào)節(jié)�����,即對于不同的偏差程度采取不同的PID控制參數(shù),以提高控制響應(yīng)速度����,為此筆者引入模糊控制算法。模糊控制算法是以模糊集合理論�����、模糊規(guī)則語言變量和模糊邏輯推理為基礎(chǔ)的計算機(jī)智能控制方法���,可以透過模糊化將原本0和1的二值化控制轉(zhuǎn)變成0~1之間的數(shù)值����,相對于原本非0即1的二分法�����,模糊控制算法更加接近人類的思維��。雖然模糊控制算法的輸入�����、輸出均是模糊的��,但透過解模糊化的步驟�,即可得到精確的輸出值。
利用模糊集合理論可以將專家知識或操作人員經(jīng)驗(yàn)對應(yīng)的語言規(guī)則直接轉(zhuǎn)換為自動控制策略�。通常的方法是使用模糊規(guī)則查詢表,用語言知識模型來設(shè)計和修正控制算法[4]��。設(shè)模糊PID控制器的輸入變量為切割壓實(shí)機(jī)電機(jī)電流偏差e和偏差變化率ec���,輸出變量為比例系數(shù)Kp和積分系數(shù)Ki�����,得到改進(jìn)后的模糊PID控制器結(jié)構(gòu)框圖如圖3所示�����。
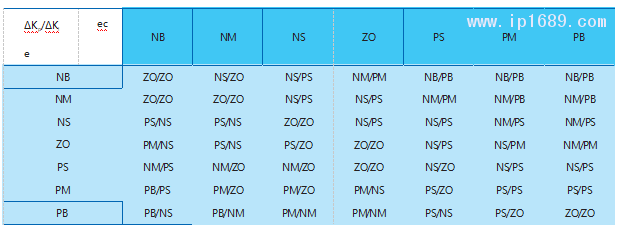
模糊規(guī)則語言變量為[NB�����,NM�����,NS�,ZO,PS�, PM,PB]���,根據(jù)PID控制算法參數(shù)整定的經(jīng)驗(yàn)建立模糊控制規(guī)則表(表1)�����。
表1 模糊控制規(guī)則表
運(yùn)行過程中��,將輸入?yún)?shù)e和ec模糊化�,然后通過查詢模糊控制規(guī)則表并經(jīng)過解模糊化后�����,輸出參數(shù)ΔKp 和ΔKi��。
經(jīng)過模糊控制算法修正后的PID控制器參數(shù)為:
Kp=Kp0+ΔKp
Ki=Ki0+ΔKi
其中�����,Kp0�、Ki0為PID控制器的初始比例系數(shù)和積分系數(shù)。實(shí)際應(yīng)用中����,模糊控制規(guī)則采用IF-THEN方式,其結(jié)構(gòu)簡單�����,易于修改和掌握�,比較適合PLC編程實(shí)現(xiàn)。
4 應(yīng)用效果
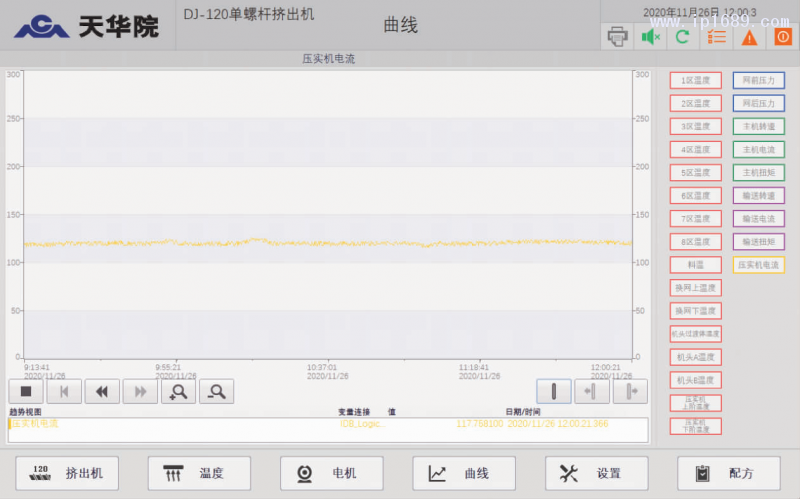
圖4為引入模糊控制算法后的壓實(shí)機(jī)電機(jī)電流曲線��,可以看出����,壓實(shí)機(jī)電機(jī)電流保持在120A左右,由原料輸送機(jī)不穩(wěn)定造成的電流波動大幅減弱���,其中最大電流126.3A�,最小電流116.7A�����,波動范圍在±6%以內(nèi)。由破碎料輸送機(jī)不穩(wěn)定所帶來的干擾被大幅減弱�����,在一定范圍內(nèi)壓實(shí)機(jī)電機(jī)可以長期平穩(wěn)運(yùn)行���,壓實(shí)機(jī)內(nèi)液位可以保持一定的穩(wěn)定性���。
圖4 引入模糊控制算法后的壓實(shí)機(jī)電機(jī)電流曲線
壓實(shí)機(jī)內(nèi)料位的穩(wěn)定使得造粒擠出機(jī)進(jìn)料均勻,長期保持動態(tài)穩(wěn)定進(jìn)料����,擠出機(jī)主電機(jī)扭矩長期保持穩(wěn)定運(yùn)行。對造粒機(jī)出料口進(jìn)行隨機(jī)采樣����,如圖5所示,可以看出物料粒子均勻穩(wěn)定�,消除了此前粒子大小每隔一段時間就會發(fā)生周期性變化的問題。
圖5 物料粒子實(shí)物圖
綜上所述���,通過PID控制器調(diào)節(jié)破碎料輸送機(jī)����,并結(jié)合模糊控制算法����,在破碎料進(jìn)料控制中取得了滿意的效果。
5 結(jié)束語
PID調(diào)節(jié)喂料量并結(jié)合模糊控制算法控制切割壓實(shí)機(jī)料位的方式目前已經(jīng)應(yīng)用在BOPET薄膜回收生產(chǎn)線中����,解決了進(jìn)料系統(tǒng)大滯后、非線性等多種因素共同影響造成的控制難點(diǎn)���。該生產(chǎn)線目前運(yùn)行穩(wěn)定�,生產(chǎn)的回收顆粒質(zhì)量良好����,批次質(zhì)量穩(wěn)定,使用維護(hù)成本低�,在客戶現(xiàn)場已長時間平穩(wěn)運(yùn)行,得到了客戶的好評和肯定�。
參考文獻(xiàn)
[1] Tennant D J.Manufactu re of Highly Polymeric Sub-stances[P] .US:US2465150A,1949-03-22.
[2] 馮樹銘 .PET薄膜雙向拉伸技術(shù)及發(fā)展方向[J] . 聚酯工業(yè)��,2009��,22(2):1~3�����,31.
[3] 張國強(qiáng) ,馬永金 .BOPET廢膜再生技術(shù)開發(fā)[J].橡塑技術(shù)與裝備���,2017�����,43(16):16~19.
[4] 王芳��,潘春榮.基于IGA優(yōu)化模糊PID的堆垛機(jī)控制系統(tǒng)研究[J].制造業(yè)自動化��,2020�,42(11):82~86��,106.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...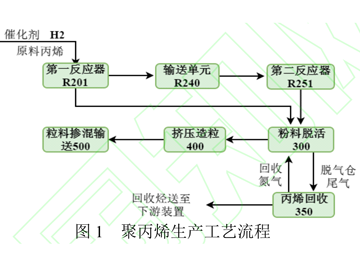 高性能注塑聚丙烯...
高性能注塑聚丙烯...





