目的針對(duì)傳統(tǒng)建模方法在預(yù)測(cè)的翹曲變形位置與實(shí)際偏差較大的問(wèn)題��,開(kāi)展基于Moldflow的注塑成型制品翹曲變形優(yōu)化建模分析研究�����。方法通過(guò)數(shù)據(jù)模擬分析預(yù)處理����、澆注體系模型構(gòu)建、基于Moldflow的注塑成型制品翹曲變...
來(lái)源: 發(fā)布時(shí)間:2022年07月28日 13:58:14 閱讀:8054
通過(guò)改變注塑壓力���、注塑速度���、模具溫度、注塑溫度等注塑成型工藝參數(shù)�����,研究了兩種制樣方式對(duì)改性聚酰胺(PA)6抗沖擊性能的影響。
來(lái)源: 發(fā)布時(shí)間:2022年07月21日 16:06:54 閱讀:8548
受溫度����、氣壓等環(huán)境不穩(wěn)定因素的影響,注塑成形加工過(guò)程中工藝參數(shù)發(fā)生變化���,從而導(dǎo)致產(chǎn)品精度下降�,產(chǎn)品降級(jí)或報(bào)廢���。針對(duì)類(lèi)似環(huán)境不穩(wěn)定因素影響問(wèn)題�����,利用加工過(guò)程中的數(shù)據(jù)進(jìn)行注塑成形尺寸預(yù)測(cè)
來(lái)源: 發(fā)布時(shí)間:2022年07月06日 14:04:47 閱讀:9094
擠出成型是聚合物加工領(lǐng)域出現(xiàn)得較早且應(yīng)用最廣泛的技術(shù)之一�,聚合物傳統(tǒng)擠出成型過(guò)程中存在的擠出脹大�����、扭曲變形等問(wèn)題嚴(yán)重阻礙了該技術(shù)的進(jìn)一步發(fā)展及其推廣應(yīng)用���。
來(lái)源: 發(fā)布時(shí)間:2022年06月28日 15:35:44 閱讀:9283
應(yīng)用 Poly?ow軟件構(gòu)建模型;截取口模內(nèi)30mm、口模外50mm的熔體�,模擬不同入口流率和不同開(kāi)口臂長(zhǎng)對(duì)U型擠出制件拐角處剪切速率和X,Y����,Z向流動(dòng)速度的影響,應(yīng)用Origin后處理軟件對(duì)相關(guān)數(shù)據(jù)進(jìn)行分析�。
來(lái)源: 發(fā)布時(shí)間:2022年06月07日 10:18:04 閱讀:9293
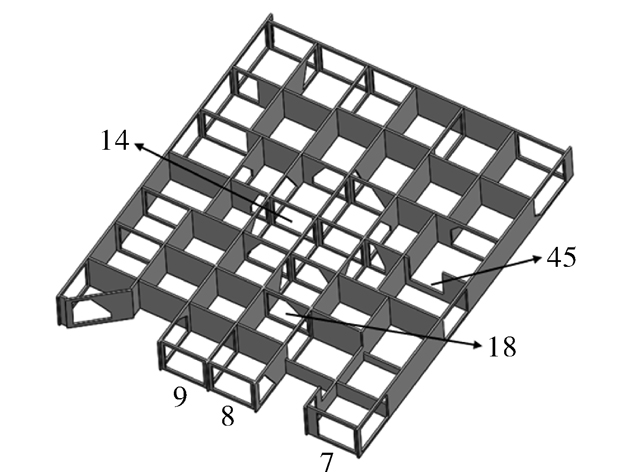
使用 SolidWorks 三維設(shè)計(jì)軟件建立了某旋轉(zhuǎn)式吹瓶機(jī)機(jī)架的三維模型,并將其導(dǎo)入到ANSYS Workbench中進(jìn)行拓?fù)鋬?yōu)化和多目標(biāo)優(yōu)化���。
來(lái)源: 發(fā)布時(shí)間:2022年05月16日 08:51:53 閱讀:10002
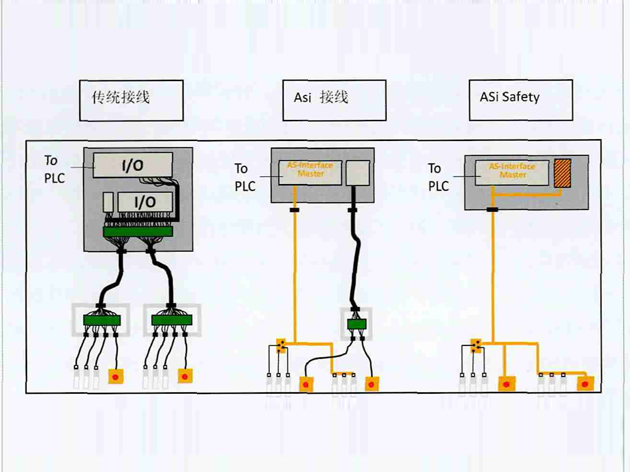
傳統(tǒng)的旋轉(zhuǎn)式吹瓶機(jī)具有結(jié)構(gòu)復(fù)雜���、電氣元器件多 、布線冗長(zhǎng)等特征�。 在新時(shí)代的不斷進(jìn)步,工業(yè)4.0的不斷推廣����,及人工智能的不斷發(fā)展下,與時(shí)俱進(jìn)����,優(yōu)化產(chǎn)品結(jié)構(gòu),減少布線���、提高市場(chǎng)競(jìng)爭(zhēng)力顯得尤為重要��,達(dá)意隆新...
來(lái)源: 發(fā)布時(shí)間:2022年05月09日 15:19:17 閱讀:9730
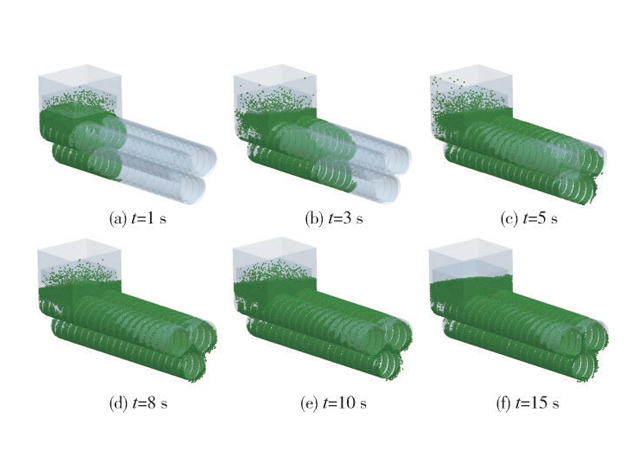
基于離散元法分別對(duì)同向旋轉(zhuǎn)的三螺桿以及雙螺桿擠出機(jī)固體輸送行為進(jìn)行仿真模擬���,對(duì)三螺桿擠出機(jī)顆粒 速度分布以及受力分布進(jìn)行分析����,將三螺桿和雙螺桿擠出機(jī)顆粒填充效率����、輸送質(zhì)量以及質(zhì)量流率進(jìn)行對(duì)比分析。
來(lái)源: 發(fā)布時(shí)間:2022年04月13日 16:59:33 閱讀:8378
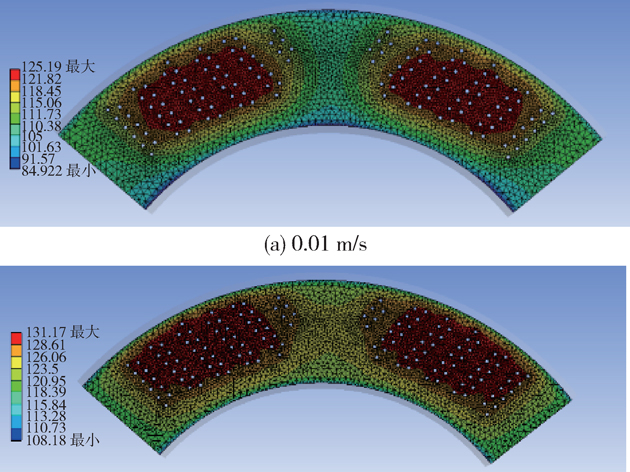
通過(guò)ANSYS軟件對(duì)L型寬幅擠出機(jī)頭流道三維非等溫流場(chǎng)進(jìn)行數(shù)值模擬��,分析高分子物料在非等溫?cái)D出過(guò)程 中的流場(chǎng)規(guī)律��,探討機(jī)頭流道壁面溫度���、進(jìn)料口壓力����、阻尼寬度和阻尼高度等參數(shù)對(duì)機(jī)頭流道內(nèi)物料流動(dòng)的影響規(guī)律�。
來(lái)源: 發(fā)布時(shí)間:2022年04月08日 14:04:52 閱讀:9399






















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...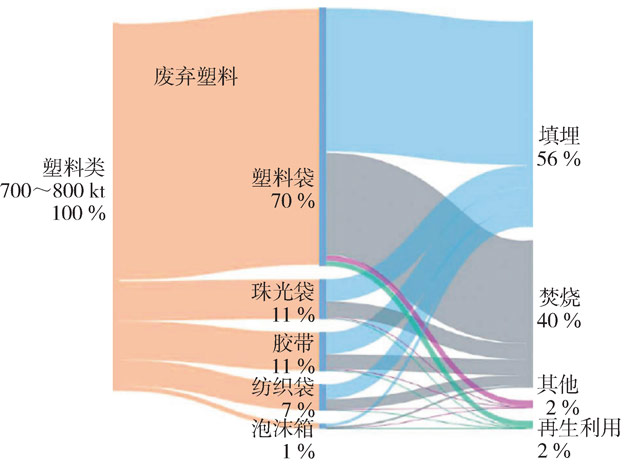 塑料包裝材料的減...
塑料包裝材料的減...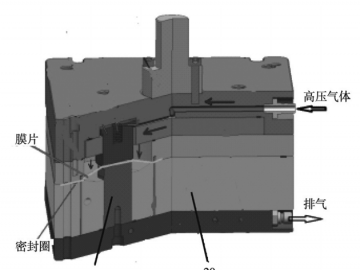 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I...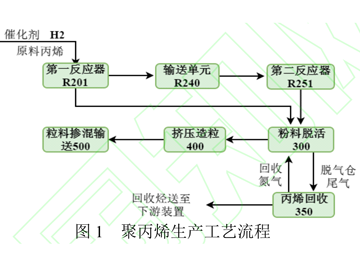 高性能注塑聚丙烯...
高性能注塑聚丙烯...













